
Reduce production costs by analyzing the injection molding process

The largest part of the costs of implementing the new product is fixed during the development phase and production preparation. This part may consist of up to 70% of total costs. Especially with injection-molded parts, which is mostly on large production runs and costly dedicated tools, the consistent preparation of production lead to significant savings. SMARTPLAST Ltd. offers efficient software tools for the analysis of injection-molded part design, injection molds and injection molding process. Some of them are presented in this paper.
1. Úvod
Cena vst�ikovaného dílu je z nejv�tší �ásti dána sumou t�chto cen: cenou vst�ikovací formy, cenou plastu, hmotností výst�iku v�etn� vtok� a délkou vst�ikovacího cyklu. Výše t�chto cen je zejména ovlivn�na ve fázi designu plastového dílce, konstrukcí vst�ikovací formy a technologické p�ípravy výroby, tj. nastavením technologických podmínek vst�ikovacího procesu. Ve vývoji je fixováno a� 70% celkových náklad� na výrobu, p�i�em� vývojová fáze p�edstavuje zhruba 5% výrobních náklad�. To je rozhodn� d�vod, pro� v�novat vývojové fázi velkou pozornost. Proto�e s �ástkou odpovídající 5% výrobních náklad� m��eme ušet�it desítky procent celkových výrobních náklad�.(Obr. 1) Tímto se dostáváme k po�adavku krizových rozpo�t�: Extrémnímu stla�ení výrobních náklad�, které ale nutn� nemusí vést ke sní�ení rentability. Cílem spole�nosti SMARTPLAST s.r.o. je pomoc p�i vývoji vst�ikovaných plastových díl�, nástroj� a nastavení vst�ikovacích parametr� tak, aby byla dosa�ena co nejvyšší úspora výrobních náklad�.
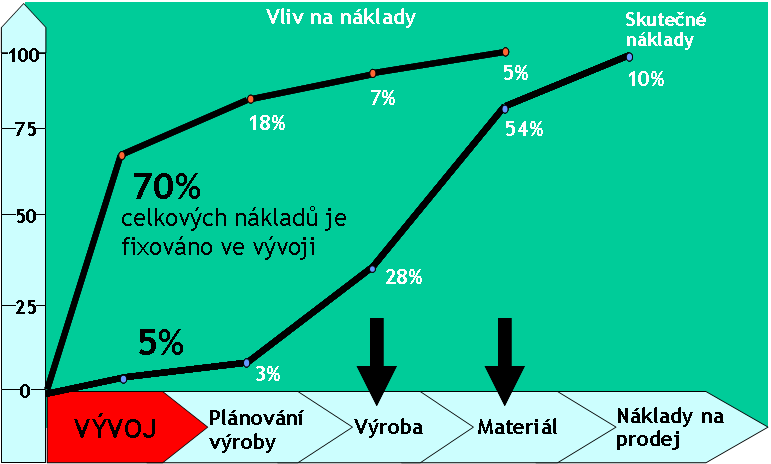 |
| Obr. 1: Podíl náklad� na vývoj, výrobu a prodej nového výrobku, vliv na tyto náklady |
2. Analýza designu dílu
Sní�ení výrobních náklad� ve fázi p�ípravy výroby m��eme ukázat na jednoduchém p�íkladu t�lesa filtru vst�ikovaného z PP pln�ného 20% sklen�ných vláken do �ty�násobné vst�ikovací formy. Pro analýzu vst�ikovacího procesu byl pou�it Autodesk Moldflow Adviser Design 2010. Analýza na obr. 2 ukazuje isochory pro �as chlazení na teplotu vyhození dílu z formy. Pro cca 90% objemu dílu je �as chlazení ni�ší ne� 20s. Tato skute�nost musí nutn� vést k úprav� designu dílu, abychom sní�ili �as chlazení.
 |
| Obr. 2: �as chlazení na teplotu vyhození dílu z formy 28,7s (p�vodní design dílu) |
3. Úprava designu dílu
 |
| Obr. 3: Úprava designu t�lesa filtru |
Úprava designu t�lesa filtru spo�ívá v redukci tloušt�k st�n �eber a p�íruby. Aby byla zachována tuhost t�lesa je masa materiálu p�íruby nahrazena výztu�nými �ebry a upravena výška radiálních �eber. (obr. 3)
 |
| Obr. 4: chlazení na teplotu vyhození dílu z formy 20s (po úprav� designu dílu) Po této úprav� designu se �as chlazení na vyhazovací teplotu sní�il o 30%. |
3. Chlazení nástroje
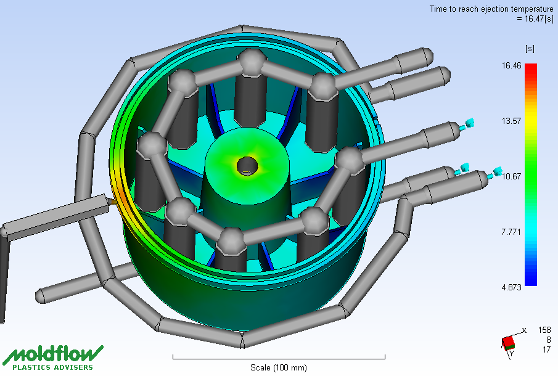 |
| Obr. 5: Pou�ití chladících v�í mezi �ebry sní�í �as chlazení na 16,5s Jestli�e ve form� pou�ijeme intenzívní chlazení pomocí chladících v�í v ka�dé kapse dílu tvo�ené radiálními �ebry, zredukujeme �as chlazení o dalších 15% |
3. Mechanické vlastnosti dilu
T�leso filtru musí být pro svou funkci testováno na vnit�ní p�etlak 1bar. Tento test byl proveden pomocí sw Autodesk Algor Simulation 2010. T�leso bylo ukotveno p�írubou s otvorem (zelené šipky) a zatí�eno vnit�ním p�etlakem 1 bar (�ervené šipky a fialové plochy) viz obr.6. Výsledek strukturální analýzy ukázal, �e deformace t�lesa vlivem vnit�ního p�etlaku je o 50% ni�ší po úprav� designu oproti p�vodnímu stavu. Zárove� je d�le�ité poznamenat, �e po úprav� designu se sní�ila hmotnost dílu o 2%, co� se projeví na spot�eb� materiálu ve výrob�.
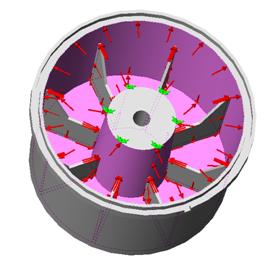 |
| Obr. 6: Zatí�ení t�lesa vnit�ním p�etlakem 1bar |
 |
| Obr. 7: Maximální deformace t�lesa filtru se sní�ila o z 0,16mm na 0,08mm, tj. o 50%. |
6. Záv�r
Po úprav� designu t�lesa filtru bylo dosa�eno sní�ení �asu vst�ikovacího cyklu o více ne� 30%, sní�ení hmotnosti dílu o 2%. Jestli�e je hmotnost výst�iku 0,1 kg v�etn� vtok�, vst�ikovací forma je �ty�násobná a uva�ujeme výrobní sérii 500 000 ks, cenu za kg polymeru 2,50€ a cenu vst�ikovací formy 60 000,00€, pak dojdeme k úspo�e 0,03€ na jeden díl. Jestli�e úsporu vztáhneme na celou výrobní sérii 500 000 ks, pak dojdeme k uspo�ené �ástce 15 789,00€.
Petr Halaška, SMARTPLAST s.r.o., Zlín, �R
E-mail: halaska@smartplast.cz
- autor:
- Petr Hala�ka
-

SMARTPLAST s.r.o.
Analysis of plastic injection, technological design of plastic parts, simulation of plastic injection, Moldflow, engineering and design services, prototyping, optimization of the plastic injection process.
- www.smartplast.cz
- B. N�mcov� 351, Zl�n
You might also be interested
-

Reliable partner in the field of plastic moulding - TRISPOL, Ing. Franti�ek Ad�mek
Company TRISPOL, Ing. Franti�ek Ad�mek, is a specialist in plastic injection moulding and production of plastic products, moulds for plastic injection, moulding tools and professional 3D...
-

ALFA CHROM servis s.r.o.: Your Partner for repairs and modifications of moulds and machine parts
- 17.04.2024
- Plastics Moulds
- Maintenance of injection molds
In 1991 ALFA CHROM servis s.r.o. was established to provide excellent services in the field of electroplating. We started with hard chrome coatings on moulds and machine parts, but over time we found that our skills and technological knowledge could serve other...
-

Expansion of PANAS Tools s.r.o. portfolio with TRUTHREAD calibers
- 12.02.2024
- Plastics Moulds
- Maintenance of injection molds
PANAS Tools s.r.o. has started a new cooperation with the world-renowned caliper manufacturer TRUTHREAD, which, with its more than 40 years of experience on the market, offers the production and supply of the most extensive range of threaded and smooth...
-

News from the world of industrial chemistry from Spectra
- 18.12.2023
- Plastics Moulds
- Maintenance of injection molds
The offer of industrial chemistry from the Czech company Spectra has been expanded by several useful novelties, which we will present to you in this...
.jpg)
-

AS LASER WELDING � construction of blowing and injection molds with the help of Cimatron
- 04.08.2023
- Plastics Moulds
- CAD/CAM
- Interview
- Injection molds
We call ourselves a "partner of innovators" with an exaggeration, because we help companies with fast and efficient development, says Marek Musil, procurator of AS LASER WELDING s.r.o. Read the interview about the successful cooperation of AS LASER WELDING s.r.o. with technology-support s.r.o.,...
-

ALFA CHROM servis invests in the future: expanded production facilities and new Demag cranes
- 15.02.2023
- Plastics Moulds
- Maintenance of injection molds
"Demag cranes are our investment for the future," says Ale� Koutn�, CEO of ALFA CHROM servis. The company ALFA CHROM servis, which mainly deals with the repair of molds for the automotive industry, has doubled its production facilities over the past year and equipped them with a pair of new Demag...
-

Mikron MILL P900: The best solution for tool shops and manufacturers of precision parts
- 13.02.2023
- Plastics Moulds
- Toolmaker
- Injection molds
GF Machining Solutions is a leading supplier of machine tools and automation solutions. It focuses on mold makers, tool makers and precision parts suppliers. Therefore, it has included in its offer the Mikron MILL P 900 with a portal frame made of mineral concrete, which will provide you with a...
-

technology-support: Construction of moulds with the help of CAD/CAM Cimatron in the company Juraj Pittner
- 05.10.2022
- Plastics Moulds
- Interview
- Injection molds
Mr. Juraj Pittner has been in the world of injection molds for 20 years and has had his own design office since 2011. Before that, he worked for several years as a technologist and designer at the German company Meinecke Formenbau GmbH. For his work, he uses the Cimatron CAD/CAM solution, which is...
-

Advanced Hot runner solutions increase flexibility and sustainability in injection moulding
- 12.09.2022
- Plastics Moulds
- Hot runners
- Injection molds
At K-Show 2022, which will take place in D�sseldorf from 19 to 26 October, Oerlikon HRSflow will focus on an extensive range of hot runners tailored to small shot weights and the new Xp nozzle series for use in thin-wall injection...
-

Oerlikon HRSflow: Advanced human-machine interface makes control of hot runner system easier and more flexible
- 04.07.2022
- Plastics Moulds
- Hot runners
- Injection molds
Oerlikon HRSflow has thoroughly revised the software for the control unit of its FLEXflow hot runner systems. The updated Human Machine Interface (HMI) 4.0 now makes operation even more intuitive and convenient. Systems with different nozzle types can be integrated and several parameter sets can be...


Branch Dictionary
