

Conference Forms 2013

The aim of the conference was to provide technical information so that the technicians opened the way to faster design and manufacture of molds, using advanced technologies that can shorten the time and cost of production.
CalcMaster – moderní p�ístup k plánování výroby
CalcMaster je jednoduchý systém, který pomáhá hledat optimum, mezi cenovými variantami. Díky mo�nostem p�izp�sobení umo��uje zachovat know-how zkušených technických pracovník�, pro další kalkulace provád�né novou generací technik�. Vhodnou, anebo naopak nevhodnou volbou parametr� pro optimalizaci lze sní�it cenu výlisku, sní�it cenu údr�by, a/nebo sní�it cenu formy. Velmi �asto ovšem stojí tyto parametry protisob�.Na za�átku výpo�tu je pot�eba si v�dy uv�domit, který parametr chce zadavatel optimalizovat. Málokdo si toti� uv�domuje, �e optimalizovat lze pouze jeden parametr.
Optimalizuje se v�dy jen jeden parametr
Velmi p�kný p�íklad z praxe, který všichni známe, jsou zimní pneumatiky. Od letošního roku je povinnost výrobc� opat�ovat pneumatiky takzvaným „energetickým štítkem“. Jak je vid�t z parametr� na štítku, je mo�né optimalizovat bu� spot�ebu, nebo bezpe�nost. Uvedené po�adavky jsou v kontradikci, tj.vzájemn� se vylu�ují. Je mo�né dosáhnout velmi dobré spot�eby – ovšem za cenu ni�ší p�ilnavosti (tvrdší sm�s pneumatiky) a tedy horších jízdních vlastností a bezpe�nosti.Nebo je mo�né dosáhnout vynikající ovladatelnosti a bezpe�nosti, tedy pou�ít m�k�í sm�s na pneumatiku, ale v tu chvíli stoupá spot�eba.
Analogie cen za formu a za výst�ik
Je mo�né ud�lat velmi levnou formu, ale cena formy se m��e projevit v delším výrobním cyklu, rozhodn� se projeví vyššími náklady na údr�bu, horšími vst�ikovacími parametry a nemo�ností ovlivnit tak dob�e parametry cyklu a výlisku. Technologické okno pro nastavování bude menší. Celkov� tedy ni�ší cena formy musí vést a také v technické praxi vede na celkov� vyšší cenu plastového dílu. Druhá varianta je, ji� od za�átku optimalizovat cenu plastového výlisku a p�iplatit za formu tak, aby spl�ovala dlouhodob� co nejkratší cykly a minimum po�adované údr�by. Je pot�eba si uv�domit, �e údr�ba se pohybuje ve t�ech oblastech:
1. Reaktivní – nejdra�ší
2. Preventivní – v�tšinou vychází výrazn� levn�ji ne� reaktivní údr�ba
3. Prediktivní – optimální varianta
Velmi výrazným vstupním faktorem pro rozhodování o cen� formy je fakt, �e cena formy vstupuje do ceny výlisku cca 15-30%, jak je vid�t na následujících grafech.
Druhá velmi d�le�itá varianta je, �e vstupní materiál pro výrobu formy – pozor kvalitní vstupní materiál – stojí všude p�ibli�n� stejn� a není mo�né zde ušet�it výrazné procenta z celkové ceny formy. Ušet�it na nákupu sice lze, ale za cenu nekvalitního materiálu, nebo nedostate�ného tepelného zpracování, tzn. bude se jednat o m�kkou formu.
Dalším výrazným vstupním faktorem jsou hodiny pot�ebné na obráb�ní. Je naivní si myslet, �e stroj v �ín�, nebo Indii pojede o 30% rychleji. Z technické praxe všichni víme, �e takto to nefunguje. �as pot�ebný na obráb�ní je všude p�ibli�n� stejný. Zde hraje rozhodující roli cena hodiny stroje (po�izovací hodnota) a pota�mo tedy i pracovníka, v�etn� jakosti-tvrdosti obráb�ného materiálu. Jak bylo �ešeno na p�ednášce pana Lubomíra Zeman na konferenci SVOBODA 2012 – p�ednáška formy z �íny – mzdová úrove� v asijských zemích dotahuje a v mnoha p�ípadech u� dosáhla stejné výše, jako jsou mzdové náklady v �R.
 Jak vypadá rozlo�ení vstupních podíl� jednotlivých �ástí do ceny formy? Jak vypadá rozlo�ení vstupních podíl� jednotlivých �ástí do ceny formy?Podíl ceny formy na jednoduché krabi�ce – kalkulováno na 300.000 kus� (graf 1). Podíl ceny formy pro slo�itý výrobek (sací hubice vysava�e) - kalkulováno na 250.000 kus�.�ím vyšší po�et zdvih� (v�tší po�et výlisk�) tím menší je podíl formy na cen� výlisku.Pouhou zm�nou parametr� (po�et výlisk� u krabi�ky) se zm�ní procentuální vstup formy do výlisku. Kalkulováno se stejnou cenou formy na 1.000.000 výlisk� se podíl formy odpovídající tomuto po�tu zm�ní z 22,7% na podíl odpovídající 8,1% vstupu do ceny výlisku (graf 2).Základní otázka tedy zní, jak p�esv�d�it klienta, �e firma umí ud�lat lepší a produktivn�jší formu s minimálním navýšením? |
Co p�ináší systém CalcMaster?
V tomto p�ípad� p�icházína �adu unikátní expertní systém CalcMaster, který umo��uje velmi rychle vykalkulovat cenu formy. Tento systém nabízí ucelenou kalkulaci nejen ceny formy, ale nabízí mnohem víc. Jedná se hlavn� o tyto parametry:
 • �asová hodnota výroby formy, rozd�lená na jednotlivá pracovišt�, v�etn� vstup� materiálu (zde je velmi významná mo�nost upravit technologické parametry na strojní vybavení nástrojárny) • Nejekonomi�t�jší po�et dutin v závislosti na po�adovaném po�tu výlisk� • Vst�ikovací cyklus výlisku – jedná se o optimální parametry, které je mo�né ve v�tšin� p�ípad� zkrátit • Kompletní nákladová cena výlisku, v�etn� balení, dopravy a re�ie THM. |
Nákladová cena formy
Pro vyhodnocení nákladové ceny formy se vyu�ije expertní systém. Vychází p�itom z rozhodujících kritérií, jako je nap�íklad produktová geometrie, tolerance, pom�r povrch�, druh vtokových a vyhazovacích za�ízení, mechanism�, chlazení, �elisti atd. Jsou p�idány kritéria pro výrobu dutin, základního rámu formy a pod. a program vypo�ítá celkový po�et hodin výroby, konstrukce, hodiny a další náklady na materiál, kalení, horké trysky, standardní �ásti apod., a poté celkovou nákladovou cenu formy. P�i zm�n� po�tu dutin, program vypo�ítá velmi rychle novou alternativu nákladové ceny.Tato nákladová cena se následn� s pomocí dalších vypo�tených hodnot, opraví metodou postupných krok�. Analýzy náklad� na hodiny a podíly jednotlivých náklad� lze zobrazit graficky.
 |
| 3 – Grafické znázorn�ní optimální doby chlazení |
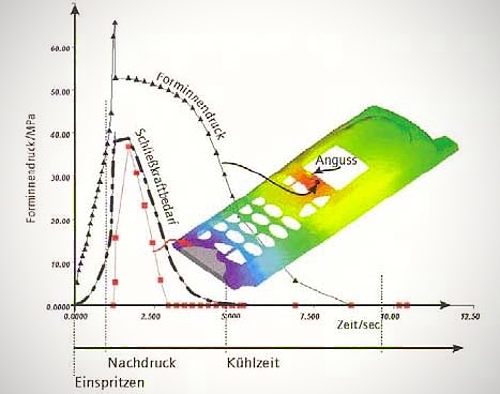
Vst�ikovací tlak, uzavírací síly a doby cyklu
V tomto menu m��eme pomocí matematické analýzy, spo�ítat všechna data pro vst�ikování. P�i pou�ití vstupních hodnot pro výrobek a pou�ité plasty jsou vypo�teny všechny parametry, p�i�em� se pou�ívá reologických dat z databáze. Pro zadání teploty zpracování jsou pou�ity hodnoty, které jsou doporu�eny dodavatelem plast�. Tyto hodnoty jsou automaticky p�evzaty z databáze a lze je následn� upravovat. Vst�ikovací tlak a uzavírací síly jsou kalkulovány v r�zných vst�ikovacích �asech v závislosti na štíhlostním pom�ru, tj pom�ru délky toku taveniny k tlouš�ce výst�iku.Vst�ikovací �asy jsou vybrány z programu CalcMaster a závisí na tlouš�ce st�ny výst�iku. Po výpo�tu doby chlazení se doba cyklu po�ítá a zobrazuje v detailu, kde mohou být pou�ity další korekce a vyhodnocení. U výrobk� s tlustými st�nami, u nich� ve v�tšin� p�ípad� vnit�ní jádro produkt� nemusí být ochlazeno na teplotu odformování – m��ete vybrat optimální dobu chlazení z grafu (4) pr�b�hu teploty ve vztahu k celkové tlouš�ce st�ny pro 5 variant doby chlazení. S vyu�itím grafu teplotní k�ivky m��ete zvolit správný �as odformování.
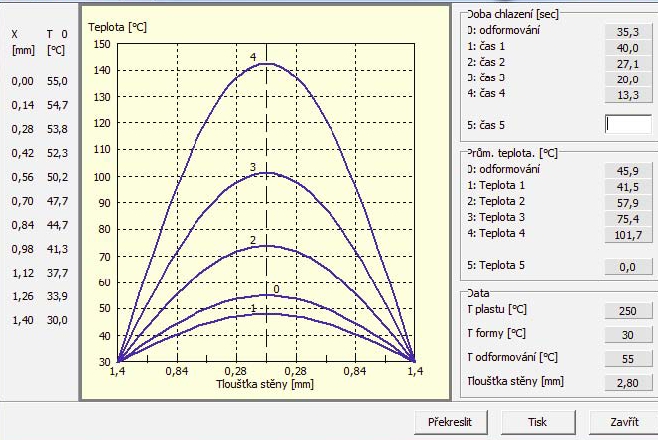 |
| 4 - Graf závislosti teploty na síle st�ny |
Ekonomický po�et dutin
Stanovení optimálního po�tu dutin formy není tak jednoduché, jak se m��e zdát. CalcMaster je rozhodn� vhodným nástrojem pro jejich vyhodnocení. S vyu�itím ji� vypo�ítané ceny formy, doby cyklu, uzavírací síly, velikosti vst�ikovacího stroje a nákladové ceny produktu, program vypo�ítá nejúsporn�jší po�et dutin. Graf dává jasný p�ehled, na jeho� základ� je mo�né provést kone�né rozhodnutí a ud�lat si jasnou p�edstavu o cenách. S pomocí t�chto informací je mo�né dopo�ítat a up�esnit cenu formy a cenu výrobku na optimáln� zvolený po�et dutin.
Nákladová kalkulace ceny produktu
P�i výpo�tu nákladové ceny je nutné zohlednit všechny aspekty. Materiálové náklady ovliv�ují suroviny, barviva a ostatní p�ísady. Dopl�kové díly a skladování materiálu je mo�né vyhodnotit samostatn�. Náklady vst�ikovacího stroje jsou ur�ovány velikostí stroje a uzavírací silou. Celkové strojové náklady jsou potom ur�eny pomocí sazeb stroje a vypo�teného cyklu.Strojové sazby jsou nabídnuty v tabulce
v samostatném okn� a sta�í, abyste vybrali vhodnou volbu z této tabulky. Dále m��ete vlo�it cenu práce, re�ijní náklady a náklady na zm�nu formy. Na vypo�tené výrobní náklady se p�idává faktor selhání - zmetkovitost. Další obecné náklady, jako je úprava, doprava a balení jsou po�ítány zvláš�. Na konci výpo�tu se uplatní slevy, provize a zisky. Nákladová cena se po�ítá pro 100 kus� produktu, a je uva�ována bez amortizace formy. Nakonec jsou dopln�ny n�které obecné informace, jako je celkový obrat, po�adované mno�ství materiálu, celková doba výroby, atd. Pro lepší odhad lze nákladové ceny zobrazit graficky.
Co p�ináší systém CalcMaster
• Nákladové ceny + detailní rozpis hodin
• Výpo�et celkových náklad� formy s vyhodnocením
• Výpo�et celkových upravených náklad� formy
• Výpo�et podrobného rozpisu hodin pro konstrukci
• Výpo�et kompletní podrobné skladby celkových hodin
• Export všech dat do reportu (Automobilový pr�mysl) ve formátu MS Exel
V�etn�:
• Výrobních hodin dutin
• Výrobních hodin základního rámu formy
• Výrobních hodin pro nastavení/ vzorkování
• Po�et hodin pro programování stroj�
• Po�et hodin na technologickou p�ípravu výroby
• Celkový po�et hodin nástrojárny
• Po�et hodin pro konstrukci forem a výkresovou dokumentaci
• Náklady na materiál formy a jeho úpravy (tepelné zpracování)
• Náklady na základní rám formy
• Náklady na standardní díly
• Celkové náklady na systém horkých trysek
• Náklady na zkoušky, ov��ení, implementaci formy, poprodejní náklady a ziskové mar�e.
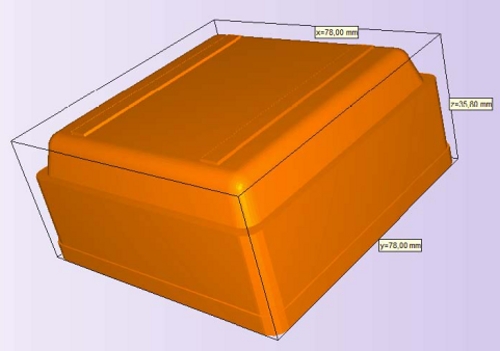 Jak expertní systém CalcMaster pracuje? Pro ukázkovou kalkulaci pou�ijeme model krabi�ky, z materiálu PP, celkový po�et výlisk� b�hem 5ti let bude 1.000.000 kus�, s náb�hovou k�ivkou kulminující ve t�etím roce provozu formu s po�adavkem 500.000 výlisk� za rok. Prvním vstupem je v optimální variant� 3D model. Data lze zadat i z 2D výkresu, ale tento vstup je delší a vy�aduje vyšší technické znalosti. |
Systém sám najde a „rozjede“ d�lící rovinu. Tuto rovinu lze samoz�ejm� upravovat a orientovat libovoln� dle po�adavku.Po p�enesení do kalkulace je nutné zkontrolovat parametry zadání a doplnit informace, které systém z principu v�ci nem��e znát. Dále je pot�eba se rozhodnout, jakou má nástrojárna k dispozici technologii a co nejlépe nastavit parametry technologie tak, aby byla zaru�ena maximální efektivita procesu. Tzn. formu cht�jí vyrobit všichni co nejlépe, co nejrychleji a zárove� je nutné na ní vyd�lat.
| Jak moc ovliv�ují cenu parametry vstup�, je mo�né velmi jednoduše ukázat práv� na této kalkulaci. Systém výpo�tu bude probíhat na stejných vzorcích a stejné databázi. Budeme m�nit parametry vstupu, sledovat jak nám tyto vypo�tené informace vstupují do ceny výlisku a zkusíme odhadnout tak naprosto nep�edpov�ditelnou v�c, jako je cena údr�by.Díky pou�itému matematickému modelu jsou tyto kalkulace pr�kazné a pravdivé. Je nutno si uv�domit, �e ka�dá firma má rozdíln� postavenou technologii a jinou úrove� hodinových sazeb. Je mo�né, �e takto kalkulovaná forma nemusí odpovídat konkrétní nástrojárn�, ale v�dy bude platit pom�r zkalkulovaných cen. | 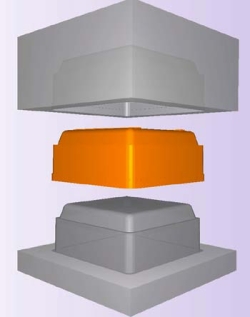 |
Díky jednotnému kalkula�nímu modelu se m��e teoreticky lišit cena formy a projektu o n�jakou hodnotu jak finan�ní, tak i �asovou a hlavn� se kalkulace liší v kontrolingu, testování a dopl�kových vícepracích. Obecn� ale takto koncipovaný výpo�et doká�e nazna�it, jak se bude m�nit cena formy v rámci kvality a jak se bude m�nit cena výlisku a jaké faktory to budou ovliv�ovat.
Abychom dokázali vypo�ítat cenu výlisku, musíme zkalkulovat také délku cyklu. Determinující pro délku cyklu bude tlouš�ka st�ny p�es �ebra – no�i�ky, na obrázku (5) ozna�eno �ervenými šipkami. Tam je prochlazovaný materiál o tlouš�ce 2,8mm. Zkusíme se tedy podívat i na hodnotu chlazení a to, jak se s tímto dá výrobou - a tedy cenou formy - ovlivnit cyklus (4).
 | |
| 5 - Determinující ší�ka st�ny a výlisku |
P�i kalkulaci cen se ukázalo, �e rozptyl s TOP špi�kové kvality, formy proti nejlevn�jší form� byl v tomto p�ípad� od 21.000€/komplet forma po 16.000€/komplet forma.
Rozdíl této vstupní ceny formy se na cen� výlisku projevil cca 0,06K�.
Ovšem rozdíl v údr�b� byl od minimálních náklad� (top kvalita, dra�ší forma) a� po cca 3násobek ceny formy u nejlevn�jšího provedení.
Nep�íliš p�ekvapivým zjišt�ním tedy bylo, �e šet�it na form� se prokazateln� nevyplácí a ka�dá ušet�ený koruna na vstupu se vrátí jako vícenáklad p�í údr�b� více ne� 3x. Cena prostoj� a nepln�ní termín� nebyla vy�íslena.
- autor:
- Ing. Jan Svoboda
-

JAN SVOBODA s.r.o.
Complex deliveries of semi-finished products for molds for plastics, tools for molding plastics and light metals, machine tools, tempering equipment, temperature regulators.
- www.jansvoboda.cz
- B�ezinova 25, Brno
You might also be interested
-

HASCO: a century built on the dedication of our people
On 22 June 2024, a celebration full of joy and memories took place right at the headquarters in L�denscheid. At the place where components are routinely developed, designed, manufactured and packaged, employees and former employees gathered together to celebrate HASCO's...
-

International Engineering Fair 2024 with new technology exposition and expanded presentation of 3D printing
- 24.07.2024
- Services
- MSV Brno
- Exhibitions
The International Engineering Fair will once again bring together in one place the innovations that are pushing industrial production into a new era. This year, the largest Central European showcase of industrial technologies will take place at the Brno Exhibition Centre from 8 to 11 October...
-

The revolution in large format 3D printing: from furniture to the construction industry
- 22.07.2024
- Services
- 3D Fillaments
- 3D technology
The world of 3D printing is experiencing an exciting evolution as large format 3D printing machines are now more widespread and affordable than ever. This development opens up a plethora of possibilities and applications that push the boundaries of what can be created and produced. Thanks to...
-

Reliable partner in the field of plastic moulding - TRISPOL, Ing. Franti�ek Ad�mek
Company TRISPOL, Ing. Franti�ek Ad�mek, is a specialist in plastic injection moulding and production of plastic products, moulds for plastic injection, moulding tools and professional 3D...
.jpg)
.jpg)
-

Ing. Lubom�r Zeman: Sustainable Development and Plastics Recycling Part 4
Ing. Lubom�r Zeman, an expert in the field of plastic injection moulding, author of many publications, presents his expert article on sustainable development and recycling, which minimize the negative impacts of the current development of human society. The final fourth part is devoted to chemical...
-

WITTMANN Competence Days 2024 � a complete success
Under the motto of �We live injection molding�, the WITTMANN Group invited its customers and partners to come on Wednesday, June 19 and Thursday, June 20 to the MARX HALL in Vienna. More than 1,000 guests accepted this invitation and experienced live the WITTMANN Group�s competence by way...
-

arburgSOLUTIONworld: The key to digital transformation in plastics production
- 12.07.2024
- Automation
- Smart factory
Increase efficiency and reduce costs in your plastics production with a digital platform arburgSOLUTIONworld! Our innovative technology for digitalization and automation will help you overcome the shortage of skilled workers and reduce energy costs at the same time. Discover the benefits of our...

-

Haitian Open Days 2024: Linking technology and vision with Mapro
From 25 to 27 June 2024, the Bavarian town of Ebermannsdorf was transformed into a centre of technological innovation thanks to the spectacular Haitian International Germany Open Day 2024. This event celebrated Haitian's achievements in the field of technological innovation and industrial...
-

Ing. Lubom�r Zeman: Sustainable Development and Plastics Recycling Part 3
Ing. Lubom�r Zeman, an expert in the field of plastic injection moulding, author of many publications, presents his expert article on sustainable development and recycling, which minimize the negative impacts of the current development of human society. The third part is devoted to plastics...
-

ECT, s.r.o.: Your reliable partner for quality regranulates and prime/NTP materials
ECT, s.r.o. is a renowned supplier of plastic regranulates and Prime/NTP materials with a long tradition and commitment to providing the highest quality products. Our offer includes a wide range of materials that meet even the highest requirements of our...


Branch Dictionary
