

Plastic injection technology with gas support (GIT)
The plastic injection area has a number of technologies available to achieve the desired shape and quality of the product. It also includes Gas Assisted Injection Moulding (GIT), which consists of bringing the gas (nitrogen) into the melted core in the form.
Jako vst�ikovaný plyn se volí dusík o co nejvyšší �istot� (99,9%), aby se v tavenin� vytvo�ila dokonale tvarovaná dutina. D�vodem pro pou�ití dusíku je jeho inertní charakter, neho�lavost a chemická neutrálnost, díky ní� nehrozí reakce plynu se slo�kami taveniny. B�hem pln�ní polymeru se p�ivádí plyn o ni�ším tlaku, který se p�ed koncem vst�iku navýší, aby se tak kompenzovalo tuhnutí taveniny.Kdy� se uvnit� dílu vytvo�í pot�ebná dutina, je pot�eba pamatovat na mo�nost interní tlak plynu v dutin� regulovan� sni�ovat (ekonomické hledisko).
Pr�m�r plynové trysky m��e být pouhých 5 nebo dokonce jen 3 mm. P�i navrhování dílu pro technologii GIT je t�eba vzít do úvahy typ aplikace a polymeru, pou�ití koncového výrobku a d�vod, pro� bylo zvoleno vst�ikování s podporou plynu. Technologie GIT umo��uje dosa�ení takové (tenkost�nné) geometrie, která zlepší strukturní vlastnosti výrobku a rozm�rovou stabilitu dílu, eliminuje tvarovou deformaci a sní�í pot�ebnou uzavírací sílu. Pokud je naopak cílem výroba tlustost�nného dílu, umíst�ní trysky se musí volit s ohledem na sní�ení mno�ství pou�itého materiálu a minimalizaci doby dotlaku; poté p�ichází na �adu maximální optimalizace strukturních vlastností výlisku vzhledem ke hmotnosti dílu, a dále zkrácení cyklu.
Plynové kanálky musí být v dílu vedeny tak, aby tlak p�sobil práv� na pot�ebná místa.
Tlustost�nné oblasti s p�edpokládaným vznikem propadlin, jako jsou nap�íklad �ebra, se konstruují tak, aby plyn mohl proudit v blízkosti a vykazovat pat�i�ný ú�inek: nejd�íve jako ur�ité vodítko toku, které usnadní pln�ní tenkost�nných �ástí, a poté b�hem dotlaku s cílem zajistit dostate�né p�sobení tlaku v daném míst�. Zamezí se tak vzniku propadlin a jinak hrozícího zbytkového pnutí v dílu. U �eber se v takových p�ípadech volí taková geometrie, která podpo�í tok polymeru a sou�asn� odpovídajícím zp�sobem omezí tok plynu. Ten tak z�stane ve vymezené oblasti a nebude se ší�it do nejten�ích �ástí dílu. V opa�ném p�ípad� by v dané oblasti hrozila tvarová deformace, zbytkové nap�tí a oslabení dílu.
Pro p�ívod plynu pot�ebujeme jednu �i n�kolik trysek. Jejich správné pou�ití, umíst�ní a funk�nost podmi�ují kvalitu výsledku. Tryska se musí vyzna�ovat dokonalou opakovatelností a prvot�ídními provozními vlastnostmi. Správn� zvolená tryska poskytne významná pozitiva spolu s ekonomickým p�ínosem. Nevhodn� zvolená aplika�ní tryska je naopak zdroj a nositel celé �ady komplikací.
Systém vst�ikování s podporou plynu se m��e uplatnit i u horkých vtok� a vícenásobných forem, kdy není mo�né plyn p�ivád�t hlavní tryskou. V p�ípad� horkých trysek s jehlovým uzáv�rem se plynové trysky instalují do ka�dé dutiny; obsahuje-li forma studené vtoky, plynová tryska se m��e nacházet bu� p�ed p�íslušným rozvád�cím kanálem, nebo p�ímo ve tvarové dutin�, v blízkosti vtoku.
V sou�asné dob� ji� lze snadno vyráb�t i n�kolik r�zných komponent v jedné form�, p�i�em� ka�dý díl m��e být pln�n v rozdílnou dobu a se specifickým tlakovým a rychlostním profilem. Tato varianta vy�aduje systém GIT sestávající z n�kolika modul�, díky nim� lze regulovat �as, tlak a rychlost pro ka�dou dutinu.
Provoz a obsluha
Úsp�šná aplikace technologie GIT p�edpokládá mnohem více ne� jen samotné za�ízení pro regulaci �asu, tlaku a rychlosti. Výrobce za�ízení pro vst�ikování s podporou plynu musí lisovn� poskytnout kompletní balí�ek vybavení, technologických postup� (k tomu je zapot�ebí p�íslušné školení) a „know-how“ spolu s odbornými konzultacemi p�ed fází navrhování a po ní, vedenými zkušeným technikem.
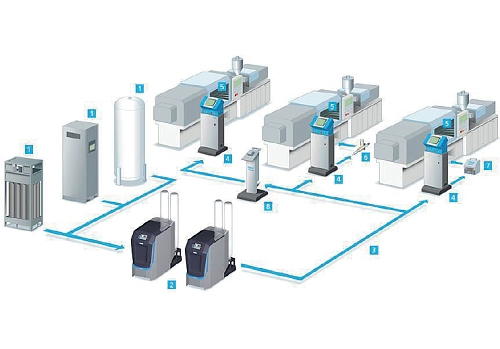
Typická lisovna s n�kolika stroji pro technologii GIT musí mít (ideáln� venkovní) plynový kompresor pro stla�ení dusíku na pot�ebný tlak. Na trhu jsou nyní k dispozici i zásobníky pro kapalný dusík. V p�ípad� pot�eby lze vyráb�t stla�ený dusík p�ímo v rámci lisovny a dodávat jej do n�kolika výrobních linek soub�n�, p�i�em� dodate�né náklady na tuto operaci mají k p�ekvapení mnoha firem velmi rychlou návratnost.
Záv�rem m��eme �íci, �e p�i správném výb�ru za�ízení lze pou�itím technologie vst�ikování s podporou plynu významn� omezit �adu potenciálních potí�í, které se b�hem vst�ikování mohou objevit.
P�íklad aplikace: výroba zp�tného zrcátka
Následující rozbor aplikace technologie GIT ilustruje, jak m��e správné rozhodnutí vy�ešit dv� významné komplikace p�i výrob�. První problematický aspekt spo�ívá v rozdílné tlouš�ce st�n vlivem r�zných výstupk�. P�i r�zné mocnosti st�n dílu hrozí vznik propadlin.
 | |
Máme k dispozici dv� �ešení
1. Výrazn� navýšit tlak–hrozí výrazná tvarová deformace p�es vnesená reziduální nap�tí
2. Pou�ít technologii vst�ikování s podporou plynu (GIT)
Technologie GIT umo��uje eliminovat propadliny vedením stla�eného dusíku tak, aby došlo ke stla�ení polymeru ve vystupujících �ástech.
Byly navr�eny speciální rozvád�cí kanálky pro p�ívod plynu z trysky p�ímo k míst�m vy�adujícím zlepšení dotlaku. Na základ� detailní po�íta�ové analýzy jsme stanovili optimální umíst�ní trysek a vhodnou geometrii kanálk� pro zajišt�ní vyvá�eného pln�ní plastem a nejefektivn�jšího dotlaku.
Další komplikací je velká tlouš�ka dílu v míst� jeho uchycení. Pokud bychom nepou�ili technologii GIT, koncový výrobek by se musel koncipovat jako dva sešroubovatelné díly, co� by s sebou neslo podstatn� vyšší náklady ne� vst�ikování jednoho kusu. Jednou z výhod technologie GIT je práv� mo�nost vyráb�t �áste�n� silnost�nné výlisky s cíleným dotla�ením s pomocí plynu.
Díky aplikaci plynu lze snadno regulovat tlouš�ku st�n a zkrátit dobu cyklu p�i sou�asném sní�ení hmotnosti dílu.
K vy�ešení dvou hlavních problematických aspekt�, tedy odlišností v tlouš�ce (nálitky pro uchycení mechanismu zrcátka) a velké tlouš�ky dílu (masivní, zpev�ující okraje) ur�ité �ásti dílu, jsme pou�ili dva r�zné technologické postupy GIT: pomalý pr�tok plyn s dokonalou regulací pro první p�ípad (nálitky) a rychlý pr�tok plynu pro druhý problematický aspekt (zesílené okraje). Bylo nutné zvolit plynovou vst�ikovací jednotku schopnou zajistit p�esnou regulaci tlakového profilu v n�kolika osách.
Zásadní vliv na spolehlivost a stabilitu celého procesu má výb�r trysky pro p�ívod plynu. P�vodn� se plyn vst�ikoval standardní tryskou se statickým mechanismem, kde plyn proudí št�rbinou o pr�m�ru 0,02 – 0,03mm. Limitujícím faktorem byla nutnost �astého �išt�ní této trysky. Poté jsme namísto standardních trysek pou�ili plynový injektor Ermanno Balzi. Pohyblivý kolík s konickým uzáv�rem zajiš�uje vysokou pr�tokovou rychlost plynu a sou�asn� má samo�isticí efekt, co� významn� zjednodušuje a hlavn� zlev�uje údr�bu. Plynový injektor firmy BALZI p�edstavuje spolehlivé a ú�inné �ešení pro nízký i vysoký tlak.
Díky dynamickému charakteru plynových trysek bylo mo�né sní�it zmetkovitost p�i výrob� o neuv��itelných 80 %. Sou�asn� o 23 % vzrostla i produktivita výroby, a to díky absenci údr�bových odstávek ve výrob�. Limitujícím faktorem p�i aplikaci technologie GIT se tedy ukázal být plynový injektor. Díky perfektním vlastnostem plynového injektoru se nejen razantn� sní�ila zmetkovitost, ale sou�asn� narostla produktivita a sní�ila se cena údr�by.
Výsledkem spolupráce tedy jsou perfektní díly a levn�jší produkce špi�kových díl�. Na uvedeném p�íkladu je vid�t, �e spolupráce s menšími, specializovanými firmami m��e velké producenty plastových díl� posunout na novou úrove� efektivit výroby a ziskovosti.
Tuto problematiku rozebíral Ivano Muratori na seminá�i Formy a Plasty Brno 2018, po�ádaném firmou SVOBODA:
- autor:
- Ermanno Balzi
-

JAN SVOBODA s.r.o.
Complex deliveries of semi-finished products for molds for plastics, tools for molding plastics and light metals, machine tools, tempering equipment, temperature regulators.
- www.jansvoboda.cz
- B�ezinova 25, Brno
You might also be interested
-

Radiation-crosslinked plastics instead of metal
Cheap and simple production of robust components. High-energy radiation can improve the mechanical, thermal, chemical and tribological properties of plastics to such an extent that they can replace metals in some...
-

Case studies of functional parts for 3D printing by Stepanek3D
- 13.12.2023
- Plastics Processing
- 3D technology
The company Stepanek3D, engaged in various activities in the field of 3D printing, has created case studies for functional parts in this field. Current 3D printing makes it possible in many cases to produce final functional parts with sufficient accuracy and sufficient mechanical...
-

Radiation crosslinking of plastics has high potential for electric cars
BGS Beta-Gamma-Service GmbH & Co. KG. provides comprehensive services in the field of industrial irradiation and optimization of plastic products. Questions about radiation crosslinking of plastics in the automotive industry were answered by Dr. Michal Dan�k, who is a specialist in this...
-

PLASTIKA digitizes production and uses artificial intelligence during control
- 03.11.2023
- Plastics Processing
- Smart factory
- Plastic products
The Krom��� company Plastika, which produces parts for the automotive industry, bets on modern technologies. It deploys a system where production takes place through a terminal. And today's popular artificial intelligence helps with the control that makes sure everything is going as it...
-

The tyranny of the melt flow rate
- 06.09.2023
- Plastics Processing
- Events
- Recycled plastics
The plastics industry faces significant challenges in the coming years between 2025-2030. According to the commitments of the European Plastics Pact, an average of 25-30% recycled plastic must be used in plastic finished products and packaging...
-

Biopolymers: New application possibilities in electronics and electrical technology through radiation crosslinking
Products in the electrical technology and electronics (E&E) industry have to meet high flame retardant standards and often demanding thermal requirements. Polymers available on the market so far do not meet these...
-

BGS: Electron Booster for Electric Vehicles
The conditions in electric vehicles place high demands on the materials used. Therefore, automakers and suppliers must resort to expensive, high-performance plastics. For many applications, cost-effective alternatives are plastics whose properties have been greatly improved by means of treatment...

-

BGS Irradiation Service Days: Virtual trade fair on plastics radiation crosslinking for e-mobility, mechanical engineering and the cable and electrical industries
- 16.09.2022
- Plastics Processing
- Events
- Radiation technologies
BGS Beta-Gamma-Service, specialized provider in the field of plastics radiation crosslinking and plastics radiation sterilization, invites you to the virtual trade fair BGS Irradiation Service Days (ISDbyBGS) for the second time in a...
-

R�chling Industrial in the Czech Republic relocates to T�bor
The international plastics processor R�chling Industrial is relocating from Plan� nad Lu�nic� to T�bor in the Czech Republic. The move to the city located approximately 10 kilometres to the north is necessary in order to be able to meet the ambitious growth targets in the markets in terms of...
-

BGS Irradiation Service Days 2022: Second virtual trade fair on trends and themes in radiation sterilization and radiation crosslinking
- 05.08.2022
- Plastics Processing
- Events
- Radiation technologies
BGS Beta-Gamma-Service extends an invitation to the BGS Irradiation Service Days (ISD) for the second time in a row: On 28 and 29 September, experts will be discussing trends and current themes revolving round the application of electrons and gamma rays for the sterilization of medical devices and...


Branch Dictionary
