Laser plastic welding - an innovative process in a new light
Questions and answers from the field of laser welding of plastics. The author John Paul Kurpiewski served as Director of Global Product Management in Branson Ultrasonics Corporation, Danbury Connecticut, parts of Emerson.
OTÁZKA: �o je to laser?
V prírode svetlo existuje v celom spektre vlnových d�ok, od ve�mi krátkych (röntgenové lú�e a �iarenie gama) a� po ve�mi dlhé (rádiové vlny). �lovek doká�e vníma� iba vidite�né alebo „biele“ svetlo s vlnovými d�kami v rozsahu 430 - 690 nanometrov (nm).1 Laserový lú� predstavuje zosilnenú koncentráciu svetelnej energie špecifickej vlnovej d�ky. Ide o koherentné svetlo, �o umo��uje jeho sústredenie úzkeho lú�a na malý bod na dlhé vzdialenosti. Slovo LASER je skratka, ktorá znamená Light Amplification by Stimulated Emission of Radiation, teda zosil�ovanie svetla stimulovanou emisiou �iarenia.
OTÁZKA: �o je to laserové zváranie plastov?
Ke� sa svetlo dostane do kontaktu s materiálom, ten ho mô�e prepusti�, odrazi� alebo absorbova�. Niektoré materiály, ako napríklad sklo alebo voda, biele svetlo prepúš�ajú. Zrkadlá a hladké povrchy svetlo odrá�ajú. Niektoré pevné látky, napríklad povrch vozovky alebo �ierne sedadlá áut, absorbujú jeho energiu a premenia ju na teplo.
Všeobecne platí, �e zváranie plastov je proces, pri ktorom sa pomocou tepla tavia plasty a pri opätovnom stuhnutí vytvárajú chemické väzby. Pri iných procesoch zvárania, ako je napríklad ultrazvukové alebo vibra�né, teplo pochádza z trenia spôsobeného nárazmi alebo šúchaním dielov o seba. Laserové zváranie však doká�e vytvára� teplo bez kontaktu alebo pou�itia hrubej sily, v�aka �omu vznikajú presnejšie a esteticky �istejšie zvary.
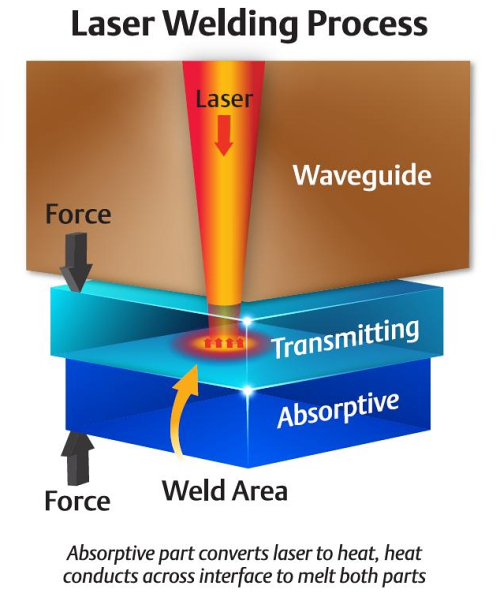 |
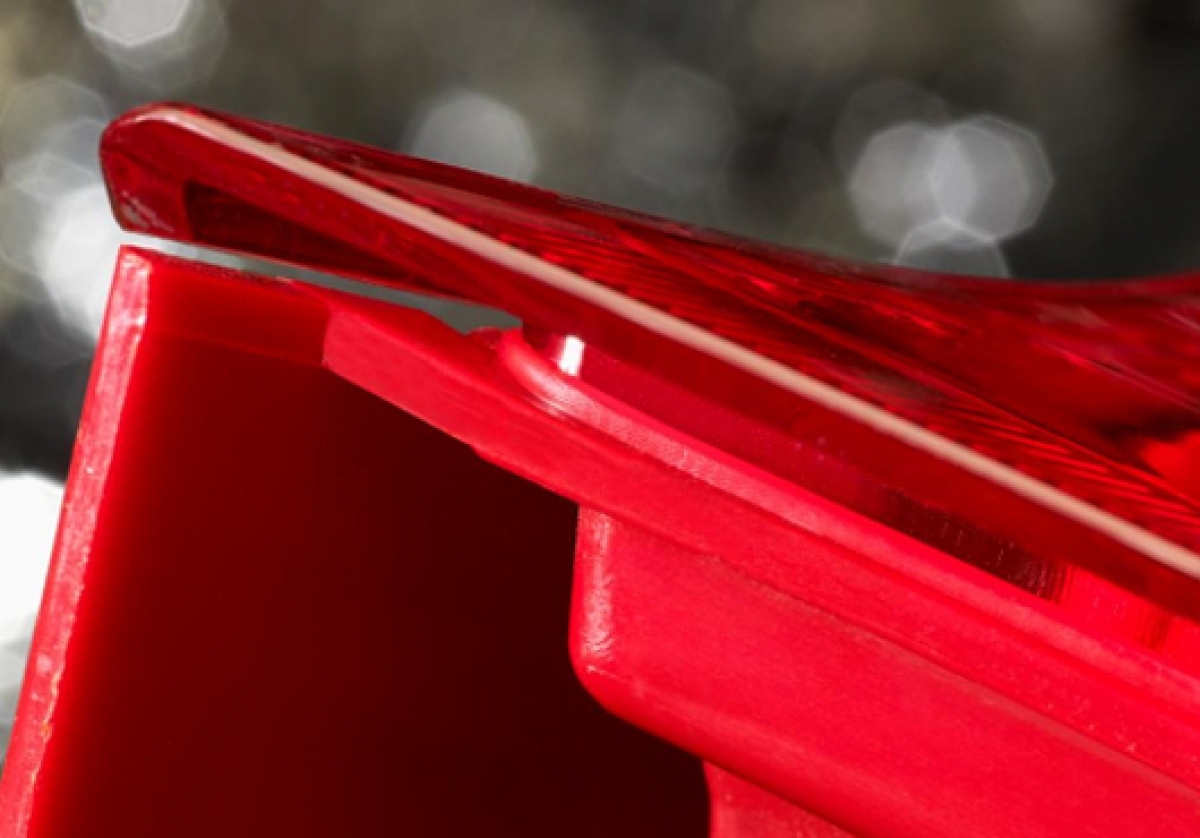
Na laserové zváranie sú potrebné dva diely: jeden musí laser prepúš�a� a druhý ho pohlcuje. Táto grafika znázor�uje, ako mo�no laserový lú� nasmerova� cez priesvitný diel na miesto, kde narazí na absorp�ný materiál a premení sa na teplo. Tento proces sa nazýva zváranie simultánym prenosom infra�erveného �iarenia (Simultaneous Through Transmission Infrared – STTIR). Dané dva diely musia by� v dobrom vzájomnom kontakte, pri�om musia dr�a� pokope ur�itou silou. Vytvorené teplo následne prejde spojením týchto dvoch materiálov a oba ich roztaví. Ke� sa laser vypne, diely sa ochladzujú a v mieste tuhnúceho zvaru sa spájajú.
OTÁZKA: Aké materiály sa laserom zvárajú najlepšie?
Roky výskumu v odvetví materiálov a zvárania preukázali, �e rôzne plasty majú odlišné absorp�né charakteristiky. Mno�stvo absorbovanej energie lasera mô�e závisie� od zlo�enia materiálu, jeho hrúbky, molekulárnej štruktúry, chemických prímesí a pou�itej vlnovej d�ky.
Pri laserovom zváraní sú potrebné priepustné a absorbujúce �asti. Mo�no to dosiahnu� pomocou dvoch rôznych plastov, ako je ABS a PMMA. Po�adovaný výsledok mo�no docieli� aj s dvoma materiálmi pridaním absorp�ných farbív na jeden z dielov. Amorfné plasty zvy�ajne bývajú priepustnejšie ako semi-kryštalické plasty. V semi-kryštalických plastoch spôsobujú kryštalické väzby vnútorné odrazy a výraznejšie pohlcovanie energie.
Vlnové d�ky okolo 1000 nm, ktoré sa ozna�ujú ako „blízka infra�ervená oblas�“ sa vyzna�ujú optimálnou priepustnos�ou a absorpciou v širokej škále materiálov. V prípade vlnových d�ok dosahujúcich 2000 nm vä�šina plastov energiu absorbuje, pri�om oba kontaktné diely sa mô�u zahria� rovnomerne, �o vyu�itie tejto technológie obmedzuje na tenšie diely.
Treba podotknú�, �e hoci niektoré diely mô�u by� prieh�adné alebo neprieh�adné pre biele svetlo, v blízkej infra�ervenej oblasti spektra sa mô�u správa� inak. Daný diel sa mô�e �udskému oku, ktoré vníma svetlo s vlnovou d�kou v rozsahu 430 - 690 nm, javi� ako neprieh�adný. Tento diel však nemusí absorbova� laserovú energiu v blízkej infra�ervenej oblasti spektra s vlnovou d�kou okolo 1000 nm, v�aka �omu mô�e pôsobi� ako výborná priepustná vrstva.
Je zaujímavé, �e pomocou laserovej technológie mo�no dokonca zvára� termoplasty a termosety. Termosetové plasty sa pri opätovnom nahrievaní nezvyknú tavi�, preto je ich zváranie ve�mi náro�né. Spolo�nos� Branson prostredníctvom pokusov zistila, �e laser mo�no úspešne pou�íva� aj v prípadoch, kde ostatné technológie zvárania zlyhávajú.
Existuje nespo�etné mno�stvo plastov a ich kombinácií, ktoré sú kompatibilné s laserovým zváraním. Oblas� vedy o materiáloch sa neustále posúva vpred. Pravidelne sa objavujú nové kombinácie plastov a prímesí. Mo�ností je ve�a a ich po�et neustále narastá.
OTÁZKA: Aké sú výhody laserového zvárania?
Po prvé, kvalita zvaru je výnimo�ná. Laserové zváranie je presný proces, pri ktorom obvyklá h�bka zvaru predstavuje pribli�ne 0,2 mm, �o je podstatne menej v porovnaní s h�bkou 1,5 mm pri vibra�nom zváraní. Spolo�nos� Branson dosiahla pri našich produktoch h�bku zvaru iba 0,05 mm. V externom výskumnom inštitúte sa podarilo dosiahnu� šírku zvaru 0,001 - 0,005 mm. 2
Vzh�ad výsledného zvaru prekonáva všetky ostatné technológie. Produkuje sa menej nadbyto�ného materiálu. V rámci tohto �istého zváracieho procesu sa nevytvárajú �iadne tuhé �asti ani odpad. Táto skuto�nos� má osobitný význam najmä pre aplikácie v oblasti zdravotníctva a filtra�ných zariadení.
Pevnos� zvaru závisí od kombinácie materiálov, geometrie spojov a aplikácie. Spolu s našimi dodávate�mi materiálov a zákazníkmi spolo�nos� Branson zaznamenala dôkazy o vyššej pevnosti niektorých laserom zváraných dielov v porovnaní s tradi�nými technikami zvárania. Laserovým zváraním je mo�né vytvára� hermetické tesnenia.
Trojrozmerné geometrie dielov mo�no zvára� laserovými lú�mi umiestnenými na viacerých osiach. Vibra�né zváranie naproti tomu vy�aduje rovinu zvaru a umo��uje iba obmedzený uhol odchýlky. V prípade laserového zvárania majú konštruktéri a návrhári ove�a vä�šiu slobodu pri tvarovaní produktu.
Laserové zváranie umo��uje spracovávanie citlivých dielov. Ke�e nedochádza k vzniku vibrácií, trenia ani hrubých prie�nych síl, zvára� mo�no aj krehké plasty alebo zostavy obsahujúce elektroniku.
Proces simultánneho laserového zvárania poskytuje vynikajúcu rýchlos� výroby a krátke intervaly cyklov. Patentovaný proces zvárania spolo�nosti Branson prezentuje doby zvárania v trvaní pribli�ne 0,5 - 5,0 sekúnd. Pre zákazníkov s ve�kým objemom výroby je to mimoriadne dôle�ité.
Proces simultánneho laserového zvárania je zárove� kompatibilný s rovnakými toleranciami dielov ako v prípade alternatívnych technológií, v�aka �omu ostávajú náklady na výrobu zváracieho nástroja nízke. Pomocou metódy spolo�nosti Branson mo�no dosiahnu� kontrolovaný a presný kolaps taveniny.
OTÁZKA: Existujú problematické oblasti alebo situácie, v ktorých by laserové zváranie nebolo najlepším riešením?
Proces laserového zvárania vy�aduje dva diely s rozdielnymi absorp�nými charakteristikami. Nie všetky polyméry sú prieh�adné. Dané diely musia by� zárove� pevne pritla�ené k sebe, aby sa v rámci tohto spojenia mohlo šíri� teplo. Takisto treba bra� do úvahy aj geometriu spoja, ke�e musí by� vystavený energii lasera.
OTÁZKA: Aké sú populárne aplikácie laserového zvárania pou�ívané na dnešnom trhu?
Miera vyu�ívania laserového zvárania narastá vo viacerých dôle�itých segmentoch trhu. Vzh�adom na významné výhody laserového zvárania spolo�nos� Branson zaznamenáva vyššiu mieru vyu�ívania v oblasti zdravotníctva, automobilového priemyslu, spotrebnej elektroniky a domácich potrieb. V rámci zdravotníctva ide o nosite�né systémy na podávanie liekov, filtráciu mikrofluidiku. V automobilovom priemysle sú to puzdrá sníma�ov, filtra�né zostavy, zoskupenia nástrojov, koncové svetlá, postrekovacie systémy a nádr�e na kvapaliny. V oblasti spotrebnej elektroniky ide hlavne o atramentové kazety do tla�iarní a zvukové reproduktory. V segmente domácich potrieb sú to naj�astejšie dávkova�e potravín a mnohé �alšie výrobky.
 |
OTÁZKA: V �om vidíte budúcnos� tejto technológie?
Neustále sa rozvíjajúci a meniaci sa priemysel výroby a spracovania plastov aj na�alej zvyšuje štandardy estetiky a ú�innosti zváraných spojov v plastoch. Mno�stvo výhod bezkontaktnej metódy produkujúcej �isté zvary vysokej kvality bez odpadu, bez vibrácií robia z laserovej technológie ideálne riešenia pre dnešné aplikácie a výzvy budúcnosti.
O autorovi
John Paul „J. P.“ Kurpiewski pôsobí ako riadite� pre globálny produktový mana�ment v spolo�nosti Branson Ultrasonics Corporation, Danbury Connecticut, sú�asti spolo�nosti Emerson, od roku 2014. Pred nástupom do spolo�nosti Branson J. P. pracoval v rámci globálneho trhu z toho 5 rokov v spolo�nosti Emerson Industrial Automation. Okrem svojich skúseností a dvoch titulov, Masters of Business Administration, (MBA) z fakulty MIT Sloan School of Management a Master of Science (MS) z MIT, School of Engineering, J. P. prináša preh�ad a rozsiahle znalosti o výzvach a nárokoch sú�asného rýchlo sa rozvíjajúceho odvetvia výroby a spracovania plastov. Mô�ete sa na neho obráti� na adrese jp.kurpiewski@emerson.com, na �ísle 203.796.0400 alebo navštívte stránku www.BransonUltrasonics.com.
- autor:
- John Paul �J. P.� Kurpiewski
-

Branson Ultrasonics, a.s.
Laser welding of plastics, ultrasonic plastic welders, laser welding, surfacing, engraving, friction and vibration welding, vibration plastic welders.
- www.branson.eu
- Pie��ansk� 1202, Nov� Mesto nad V�hom
You might also be interested
-

FANUC: Robotic Opportunities Fair 2024
- 06.05.2024
- Machinery & Equipment
- Robotics
- Exhibitions
In 2022, FANUC Czech established a tradition of its own event in the form of a trade fair when it organized an event aptly named Robotic Opportunities Fair last May. The event featured not only FANUC as the host company, but also 20 of its partners in the form of lectures and exhibitions with...
-

Arburg: Golden Electric's new Allrounder 720 E is the answer to the growing demand for an economical and efficient machine
At Arburg, we are proud to introduce our latest innovation - the Allrounder 720 E Golden Electric. This model extends our popular range of electric injection moulding machines upwards and offers a whole new dimension of precision and efficiency in plastic injection...
-

Sales of injection molding machines in the Czech Republic and Slovakia in 2023
Since 2011, the PlasticPortal.eu� editors have been conducting an annual survey of the sale of injection molding machines in the Czech and Slovak...
-

Freudenberg Sealing Technologies develops an extremely temperature-resistant thermoplastic for electric vehicles.
- 30.04.2024
- Machinery & Equipment
- Automotive
Freudenberg introduces a new class of thermoplastic materials that can withstand a 1,200�C flame for more than 25 minutes. The thermoplastic is suitable as a flame barrier for parts of the cooling system in the lithium-ion battery of an electric...

-

Chinese crushers from Profing Pie�t'any - innovative possibilities of plastic shredding on the Slovak and Czech market
- 29.04.2024
- Machinery & Equipment
- Recycling technologies
In the field of secondary raw materials processing and recycling, Profing Pie��any is characterized by a wide range of crushers and accessories tailored to specific customer needs. With our rich experience and flexible approach, we are able to provide efficient solutions for various industries and...
-

Nordson EFD Releases New 3-Axis Automated Fluid Dispensing Systems
- 26.04.2024
- Machinery & Equipment
- Dosing equipment
- Robotics
Nordson EFD, a Nordson company (NASDAQ: NDSN) and leading precision fluid dispensing systems manufacturer is proud to announce the new GVPlus and PROX families of automated fluid dispensing products. Both robotic solutions share a focus on motion, workspace, repeatability, payload, setup, and...
-

Discover an efficient solution for high-capacity food packaging with PENTA - servis s.r.o.
- 24.04.2024
- Machinery & Equipment
- Packaging
In today's fast-paced society, where people are constantly looking for ways to save time while enjoying quality food, ready meals and boxed food are becoming increasingly popular. This trend requires the food industry to adapt to the growing demand and increase its production capacity to meet the...

-

Energy Is Transferred Cost-efficiently Using Infrared Emitters
- 19.04.2024
- Machinery & Equipment
- Surface treatment
Burrs on plastic components disrupt further processing. If burrs on plastic components cannot be avoided, they must be removed simply and in a repeatable fashion. At the Fakuma exhibition in Friedrichshafen Heraeus Noblelight showed the capabilities offered by modern infrared systems to remove...
-

WITTMANN Competence Days 2024 - We live molding.
On June 19 and 20 of this year, the WITTMANN Group extends a cordial invitation to visit its Competence Days 2024 held at the MARX Hall in Vienna. Under the motto �We live molding�, guests can look forward to specialist presentations focusing on digitalization, plus a number of interesting...
-

motan Group: Safe, stable and clean production processes
The motan Group introduces special MED products meet all regulatory requirements. Medical products are designed for very long-term stability and continuity. The medical technology market is considered stable and...



Branch Dictionary