




Analysis of injection plastic parts with metal inserts and analysis of two chamber injection
Z uvedeného vyplývá, že máme k dispozici prostředky m.j. i pro analýzu technologie dvojkomponentní vstřikování. Program, který rychle a kvalitně vyřeší zmíněné úkoly, se nazývá Cadmould®3D-F 2K&Insert. Jedná se o doplňující modul programové řady Cadmould®3D-F. V následujícím textu nastíníme práci s tímto programem a jeho výpočtové možnosti.
Plastové díly se zálisky a dvojkomponentní díly
V našich domácnostech a našem nejbližším okolí se nalézá mnoho nejrůznějších dílů, které se vyrábějí technologií obstřikování zálisků nebo vícekomponentním vstřikováním. Příklady takových dílů jsou představeny na obr. 1.
 |
|
| Obr. 1: Příklady dvojkomponentního vstřikování |
Může se jednat o různé nářadí, dózy, emblémy apod. Na obrázku 2 jsou pak znázorněny jednoduché schematické sestavy dílů: díl složený ze dvou plastových materiálů a díly se zálisky.
 |
|
| Obr. 2: Schematické sestavy 2K + plast a zálisek |
Tyto obrázky nám mohou pomoci pochopit, jaké úkoly můžeme řešit s využitím simulačního programu Cadmould® 3D-F 2K&Insert:
a) Naplnění jednotlivých částí tvarové dutiny vstřikovanými komponentami, stav
kontaktních ploch u dvojkomponentního vstřikování (posouzení soudržnosti ploch např. podle míry shodnosti deformace).
b) Obtékání zálisků taveninou plastu, místa se špatným plněním, oblasti studených spojů a uzavírání vzduchu.
c) Vliv plastových a kovových zálisků na smrštění a deformace.
d) Vývoj teplot v tavenině, zálisku nebo předstřiku.
e) Výpočet silového namáhání zálisků vlivem tlaku v tavenině atd.
Postup při výpočtu a nastavení výpočtových parametrů
V případě dvojkomponentního vstřikování provedeme nejprve kompletní analýzu první komponenty (předstřiku). Analyzujeme-li plastový díl se zálisky, připravíme výpočtové konstrukce jednotlivých částí sestavy a připojíme vtokový systém pro naplnění tvarové dutiny taveninou plastu, tedy pro obstřik. Po volbě materiálu obstřiku a zadání technologických parametrů zaktivujeme tabulku „Inserts“. Příslušná materiálová a teplotní data, získaná u dvojkomponentního vstřikování po uložení prvního výpočtu (předstřiku), budou vybrána do navazujícího výpočtu pomocí volby „Project“. Pokud je naším úkolem simulovat vstřikování se zálisky, můžeme jednotlivým záliskům přiřadit různá materiálová data a to dvojím způsobem:
a) manuální zadání požadovaných materiálových konstant,
b) načtení materiálových konstant z databanky plastů nebo databanky kovových
materiálů.
Poté již stačí jen zvolit počáteční teplotu pro zálisky a nastavení potvrdit pomocí OK.
Celý postup zadání výpočtu je velmi jednoduchý a i takový uživatel softwaru, který neabsolvoval školení, může práci s výpočtovým modulem zvládnout intuitivně.
Příklady výpočtů s modulem Cadmould® 3D-F 2K&Insert
 |
|
|
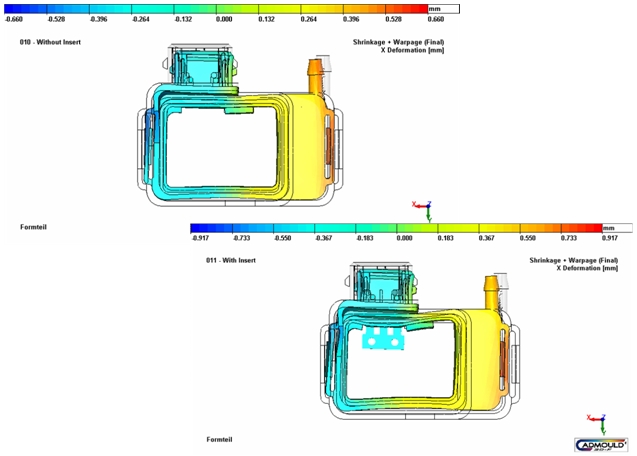
Obr. 3: Deformace vypočítaná pro díl bez zálisku a pro díl se záliskem |
Na obr. 3 je ukázán výsledek analýzy deformace ve směru osy x. V prvním případě obsahoval díl místo zálisku pouze dutinu, která by byla záliskem v dílu vytvořena. Druhý případ představuje deformační výsledek, který zohledňuje přítomnost zálisku. Je zřejmé, že se vypočítaná deformace x výrazně zvětšila. Očividně narostla deformace i ve směru osy y. Při této příležitosti musíme poznamenat, že deformační jev přiblížený na obr. 3, tedy vyšší deformace dílů se zálisky, je poměrně běžný, především pokud jsou díly vyráběny ze semikrystalických materiálů. Zvláště, když je zálisek umístěn přibližně ve středu plastového dílu, bývají deformace výrazné. Zálisek totiž zablokuje smršťování ve svém okolí, kdežto okraje tvaru fixované nejsou. Tento stav má za následek nárůst napětí v plastovém materiálu a vznik deformací.
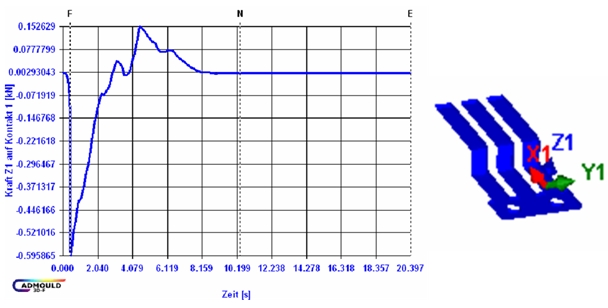
U zastřikovaných kontaktů, které jsou vyráběny z různých vodivých slitin, může dojít působením tlaku taveniny k jejich deformaci. Software Cadmould® 3D-F umožňuje výpočet sil působících na zálisky (obr. 4) a posoudit tak nebezpečí jejich deformace a posunutí v tvarové dutině formy.
 |
|
| Obr. 4: Výpočet sil působících na zálisek zvl. během fáze plnění a dotlaku |
 |
|
| Obr. 5: Příklady analýzy dvojkomponentního vstřikování (2K) |
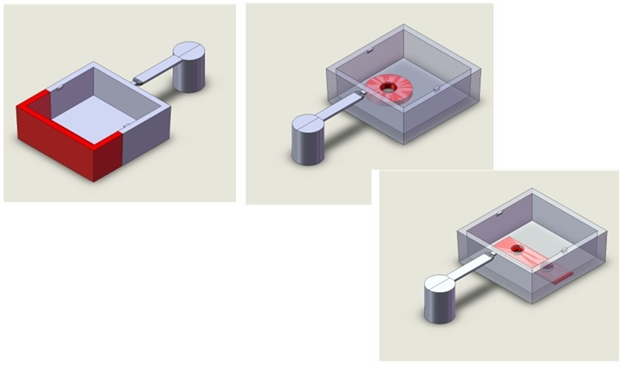
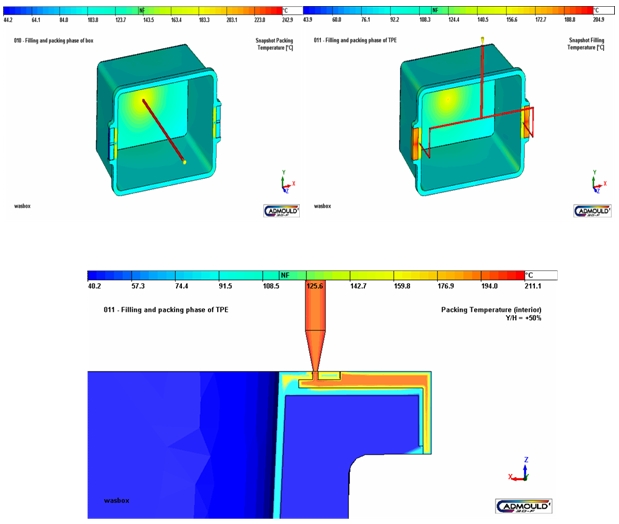
U dvojkomponentního vstřikování (obr. 5) může být velmi zajímavé posoudit vzájemné teplotní ovlivňování obou plastových materiálů během vstřikování druhého z nich. Natavení povrchové vrstvy předstřiku teplem taveniny druhého vstřiku může být považováno v některých případech za pozitivní jev, který pomáhá oba povrch vzájemně fixovat. Analýza poskytuje podklady pro návrh vhodných technologických podmínek vstřikování.
 |
|
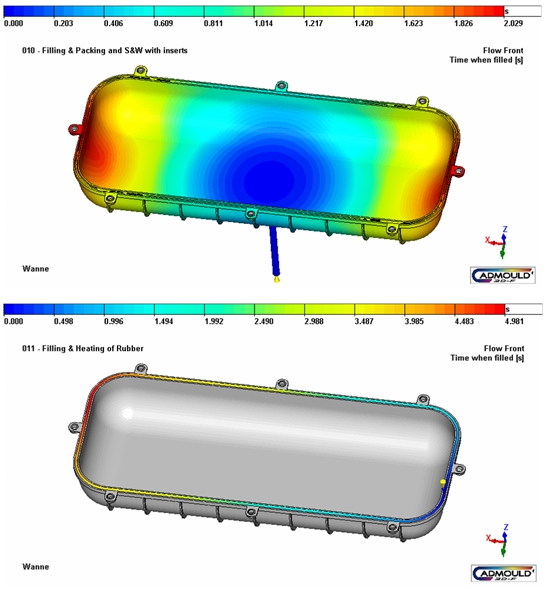
| Obr. 6: Analýza dvojkomponentního vstřikování: nejprve se simuluje plnění tvarové dutiny plastem a poté plnění eleastomerem. |
Na obr. 6 je uveden klasický příklad vstřikování těsnění z termoplastického elastomeru. V takových případech je použití softwaru Cadmould® 3D-F 2K&Insert nutné, protože tokové podmínky elastomeru, vyplňující žlábek plastového dílu, jsou značně odlišné od podmínek vzniklých při proudění elastomeru po povrchu ocelového materiálu. Analýzou musí být prověřeno, zda pro vstřikování těsnící obruby bude stačit použití pouze jednoho vtoku či nikoli. Dodatečné úpravy a změny výrobního nástroje by totiž byly velmi drahé a časově náročné.
Závěr
Na několika příkladech byly ukázány možnosti simulačních výpočtů s podporou programu Cadmould® 3D-F 2K&Insert. K dalším přednostem používání simulačních analýz patří úspora nákladů snížením počtu oprav forem, stanovení příčin smrštění a deformace s možností vypracování návrhu pro snížení deformace, včasné odhadnutí nákladů na projekt, rychlé a fundované vypracovávání nabídek atd.
Výpočtový modul Cadmould® 3D-F 2K&Insert je výsledkem projektu PRO4PLAST, který byl financován z prostředků EU. Info: Ing. Jiří Gabriel, Plasty Gabriel s.r.o., www.cadmould.cz
-

Plasty Gabriel s.r.o.
Plastic injection, plastic injection analysis, software Cadmould for analysis and optimization of plastic injection, plastic injection simulation.


Ing. Lubomír Zeman – Renowned author in the plastics industry publishes his fourth technical book Vstřikování plastů 3
13.6.2025 The fourth technical publication Vstřikování plastů 3 by Ing. Lubomír Zeman follows his earlier successful titles: Vstřikování plastů (2009), Vstřikování plastů 1 (2018), and Vstřikování plastů 2 (2021). The author, regarded as one...















