Dimension and shape tolerances, surface finish with thermoplastic injection, Part 1

Injection molding is one of the cyclic processes which are characterized in that the process material is in the cycle at any time does not receive, from the thermodynamic point of view, the whole equilibration state due to the conditions in which it is located.
Podmínky vyjád�ené teplotou, dobou procesu, velikostí nap�tí �i rychlostí deformace se v rámci výrobního cyklu nacházejí na r�zných úrovních a pom�rn� rychle se m�ní. Jsou odlišné i v r�zných �ástech tvarové dutiny vst�ikovací formy. Jejich soubor p�edstavuje historii d�j�, kterými plast prošel p�i svém zpracování na výrobek.
Obecn� pak m��eme �íci, �e výsledné vlastnosti výrobku jsou také funkcí této historie. V p�ípad� vst�ikování je dána zp�sobem a podmínkami p�ípravy taveniny, podmínkami dopravy taveniny do formy a jejího rozvodu v dutin� formy, podmínkami dotlaku a vlastního chlazení a� do otev�ení formy.
Výše popsané fyzikální procesy, probíhající p�i vst�ikování termoplast�, se v reálném výrobním procesu promítají do hodnocení jakosti finálního produktu procesu, tj. do konkrétního výst�iku, respektive do jeho kvalitativních kritérií, p�i�em� mezi nej�ast�jší kritéria jakosti pat�í rozm�rová a tvarová p�esnost, v�etn� jakosti povrchu výst�ik�.
Lícování - definice pojm� pro rozm�rovou a tvarovou p�esnost, jakost povrchu
Hromadná výroba a montá� vy�aduje mo�nost sestavovat k sob� pat�ící sou�ásti bez jakéhokoliv p�izp�sobování, proto musí být na výkrese p�edepsány nep�esnosti (úchylky) výroby tak, aby byla zaru�ena funk�nost výrobku a p�itom z�stala cena výrobku p�ijatelná.
Z hlediska tolerování jsou definovány 3 typy kót:
1. Kóty funk�ní – d�le�ité z hlediska funkce, toleran�ní zna�ka nebo mezní úchylky se zapisují za jmenovitou hodnotu rozm�ru
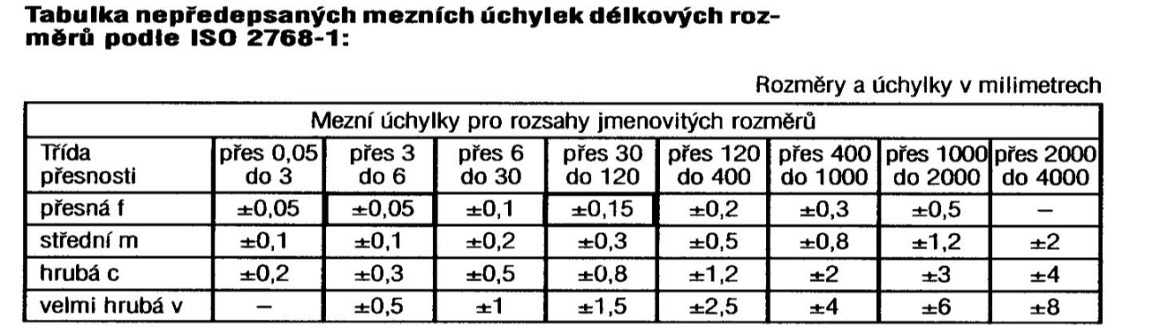
2. Kóty nefunk�ní (tzv. volné) – platí pro n� všeobecné mezní úchylky (�SN 01 4240 – ISO 2768- 1) ve 4 t�ídách p�esnosti.
Všeobecné tolerance délkových rozm�r� | |
Ozna�ení | Název
|
f | Jemná (fine) |
m | St�ední (middle) |
c | Hrubá (coarse) |
v | Velmi hrubá (very coarse) |
Všeobecné tolerance se p�edepisují v popisovém poli nebo v jeho blízkosti údajem (nap�.) ISO 2768 - m
3. Kóty informativní – jako jediné nemají toleranci (jmenovitý rozm�r se uvádí v kulatých závorkách). Je bu� kótou sou�tovou (celkovou) v �et�zci kót nebo jednou z �et�zce kót.
 |
Mezní úchylky (rozm�ru, tvaru a polohy) jsou definovány pomocí tzv. obalových ploch, p�ípadn� obalových �ar. Obalové plochy (�áry) jsou geometrické plochy (�áry) tého� druhu jako plochy ur�ené svými rozm�ry na výkresu a p�ikládají se te�n� vn� materiálu ke skute�né ploše (profilu). Za osy nebo st�edy skute�ných ploch se pokládají osy nebo st�edy ploch obalových.
P�edepisování p�esnosti délek a pr�m�r�:
Z ekonomických d�vod� byly vytvo�eny 2 soustavy, které obsahují vybraná ulo�ení (omezuje se tak po�et pot�ebných pom�cek pro výrobu i m��ení):
1. Soustava jednotné díry – r�zných v�lí a p�esah� se dosahuje kombinací n�kolika v�lí pro h�ídele a jednotné tolerance pro díru. Tolerance díry má polohu H (má nulovou dolní mezní úchylku). Tato soustava se pou�ívá nej�ast�ji a to z ekonomických d�vod�, proto�e r�zné velikosti h�ídel� lze snáze vyrobit ne� díry.
2. Soustava jednotného h�ídele - r�zných v�lí a p�esah� se dosahuje kombinací n�kolika v�lí pro díry a jednotné tolerance pro h�ídel. Tolerance h�ídele má polohu h (má nulovou horní mezní úchylku).
Správná funkce sou�ásti je závislá nejen na dodr�ení po�adované p�esnosti rozm�r�, ale také p�edepsaného geometrického tvaru ploch a jejich vzájemné polohy. P�i vyhodnocování tolerancí polohy je v�dy jeden prvek (plocha, hrana, osa) zvolen jako základna, od ní jsou úchylky m��eny.
Drsnost je souhrn nerovností povrchu s relativn� malou vzdáleností, které nevyhnuteln� vznikají p�i výrob� nebo jejím vlivem. Do drsnosti se nepo�ítají vady povrchu, tj. náhodné nepravidelné nerovnosti, které se vyskytují jen ojedin�le (rysky, trhlinky, d�lky apod.) a které vznikají vadami materiálu, poškozením aj.
 |
Toleran�ní pole sou�ástí z plast� podle �SN 01 4265, �SN 64 0006, DIN 16 901 a DIN 16 742
Výše popsané technické postupy pro tolerování, lícování a stanovení drsnosti platí obecn� i v oboru vst�ikování termoplast�.
Pro znalostní tolerování rozm�r� výst�ik� z termoplast�, tj. tolerování vycházející ze znalosti vlastností vst�ikovaných materiál�, v�etn� technologického procesu a ne jen z intuice konstruktéra, která obvykle vychází z poznatk� z konstrukce kovových díl�, by tento m�l znát alespo� jednu z norem uvedených v nadpise této kapitoly Toleran�ní pole sou�ástí z plast� - tolerance uvedené v normách se týkají technologického procesu vst�ikování, lisování a p�etla�ování- výrobní tolerance- nejsou zde tedy zahrnuty mo�né zm�ny vzniklé v d�sledku p�sobení pracovního prost�edí na konkrétní výrobek - je zohlednit.
�eská norma �SN 01 4265-1982 Toleran�ní pole sou�ástí z plast� se zabývá pouze toleran�ními poli tolerovaných rozm�r�. Pro netolerované rozm�ry platí p�vodní norma �SN 64 0006-1974 Tolerance a mezní úchylky rozm�r� pro tvá�ené výrobky z plast� vydaná v roce 1974.�SN 01 4265 vychází z p�vodní �SN 64 0006.
Normy jsou komer�n� k dostání u jejich vydavatele - Ú�ad pro technickou normalizaci, metrologii a státní zkušebnictví, d�íve �eský normaliza�ní institut, v p�íslušných prodejnách, knihovnách nebo elektronicky, nap�íklad CSN ONLINE.
- autor:
- Lubom�r ZEMAN PLAST FORM SERVICE, s.r.o., foto: Carl Zeiss
You might also be interested
-

Radiation-crosslinked plastics instead of metal
Cheap and simple production of robust components. High-energy radiation can improve the mechanical, thermal, chemical and tribological properties of plastics to such an extent that they can replace metals in some...
-

Case studies of functional parts for 3D printing by Stepanek3D
- 13.12.2023
- Plastics Processing
- 3D technology
The company Stepanek3D, engaged in various activities in the field of 3D printing, has created case studies for functional parts in this field. Current 3D printing makes it possible in many cases to produce final functional parts with sufficient accuracy and sufficient mechanical...
-

Radiation crosslinking of plastics has high potential for electric cars
BGS Beta-Gamma-Service GmbH & Co. KG. provides comprehensive services in the field of industrial irradiation and optimization of plastic products. Questions about radiation crosslinking of plastics in the automotive industry were answered by Dr. Michal Dan�k, who is a specialist in this...
-

PLASTIKA digitizes production and uses artificial intelligence during control
- 03.11.2023
- Plastics Processing
- Smart factory
- Plastic products
The Krom��� company Plastika, which produces parts for the automotive industry, bets on modern technologies. It deploys a system where production takes place through a terminal. And today's popular artificial intelligence helps with the control that makes sure everything is going as it...
-

The tyranny of the melt flow rate
- 06.09.2023
- Plastics Processing
- Events
- Recycled plastics
The plastics industry faces significant challenges in the coming years between 2025-2030. According to the commitments of the European Plastics Pact, an average of 25-30% recycled plastic must be used in plastic finished products and packaging...
-

Biopolymers: New application possibilities in electronics and electrical technology through radiation crosslinking
Products in the electrical technology and electronics (E&E) industry have to meet high flame retardant standards and often demanding thermal requirements. Polymers available on the market so far do not meet these...
-

BGS: Electron Booster for Electric Vehicles
The conditions in electric vehicles place high demands on the materials used. Therefore, automakers and suppliers must resort to expensive, high-performance plastics. For many applications, cost-effective alternatives are plastics whose properties have been greatly improved by means of treatment...


-

BGS Irradiation Service Days: Virtual trade fair on plastics radiation crosslinking for e-mobility, mechanical engineering and the cable and electrical industries
- 16.09.2022
- Plastics Processing
- Events
- Radiation technologies
BGS Beta-Gamma-Service, specialized provider in the field of plastics radiation crosslinking and plastics radiation sterilization, invites you to the virtual trade fair BGS Irradiation Service Days (ISDbyBGS) for the second time in a...
-

R�chling Industrial in the Czech Republic relocates to T�bor
The international plastics processor R�chling Industrial is relocating from Plan� nad Lu�nic� to T�bor in the Czech Republic. The move to the city located approximately 10 kilometres to the north is necessary in order to be able to meet the ambitious growth targets in the markets in terms of...
-

BGS Irradiation Service Days 2022: Second virtual trade fair on trends and themes in radiation sterilization and radiation crosslinking
- 05.08.2022
- Plastics Processing
- Events
- Radiation technologies
BGS Beta-Gamma-Service extends an invitation to the BGS Irradiation Service Days (ISD) for the second time in a row: On 28 and 29 September, experts will be discussing trends and current themes revolving round the application of electrons and gamma rays for the sterilization of medical devices and...


Branch Dictionary