

Economic and ecological advantages of electric drives in ultrasonic welding machines

As a globally recognized technology, ultrasonic technology is pioneering in the areas of welding, cutting, sealing, punching and rivets of thermoplastics, textiles and nonwovens as well as the cutting of food.
The already efficient joining process by means of ultrasonic technology, with its well-known short process and cycle times, is made even more efficient by the use of servo-electric drives and yields improved the weld quality of the plastic parts assembly.
Both small production quantities which are often produced on manual workstations as well as large production quantities, for whose production so-called feed units or inline modules are used in automated production plants, can be produced at very low costs. A look at the details is worthwhile in order to identify and exploit further savings potentials.
One of these potentials is drive technology in ultra-welding machines. While the mechanical vibrations used for welding are generated by piezoceramic, the welding axis is still primarily pneumatically driven.
In the last decade, electric servomotors have established themselves as modern, dynamic and high-precision drives and have experienced a widespread acceptance in production due to their efficiency.
The following concise advantages arise from electrically driven ultrasonic machines and systems:
+ Advanced, improved parametrization and control of joining or cutting applications through speed-controlled process control
+ High dynamics with precise machining and reproducibility
+ Sustainable reduction in operating costs
The above-mentioned advantages are gradually bringing about the change towards servo-electric drives – where pneumatics drives are still dominating at present, there will be a clear change in the coming years, as we already know from other industries.
Welding processes - speed-controlled versus force-controlled
Force-controlled welding process (typical welding mode for pneumatic and servo-pneumatic drives)
The welding process is designed by induction into the component to be welded. The melting speed and the resulting welding path curve result from acoustic reactions of the welded part and the formation of the melt. Adjustments in the welding process are made by force switching points depending on the welding path, time, energy, power or absolute position.
Speed-controlled welding process (new welding mode with servo-electric drives)
The speed-controlled drive of the ultrasonic welding machine determines the course of the path to the welded part. The welding forces resulting in the process result from acoustic reactions of the welded part, the welding speed and the formation of the melt. A possible speed profiling is preferably done by position-dependent switching-points. Alternatively, the switch can be done depending on time, energy, power, absolute position and force.
Speed-controlled welding processes precisely control the formation of the melt and are less sensitive to non-cooperative welding behavior.
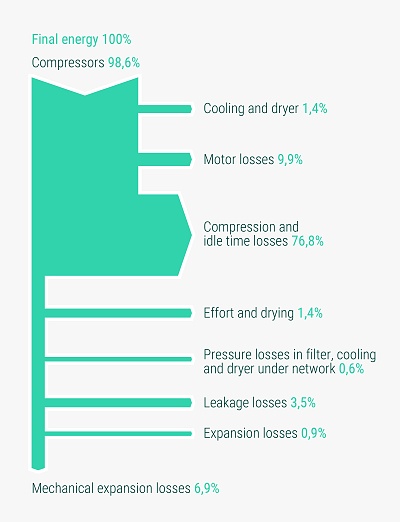
Traditionally, ultrasonic welding machines had pneumatic, then partly servo-pneumatic drives, which can represent a few possibilities of electrical drives to a small extent, such as the selection of a useful stroke position within the total stroke. However, this leads to an increased demand for compressed air during operation as well as in standstill, if not produced, due to system-related continuous exposure to compressed air and leaks in the pneumatic system.
Compressed air is one of the lowest energy sources in production and requires, in addition to the technical infrastructure for production, cleaning, drying and distribution, large electrical outputs, since the efficiency in production is low and outputs must be compensated. Costs increase with the amount of pressure required in the supply circuit. For this reason, many companies aim to limit the pressure in the system to a maximum of 6 bar. However, this reduces the possible welding force range and thus the range of applications of the pneumatic ultrasonic welding system.
The cost of compressed air is usually in the range of 1.5 to 2.7 cents per Nm3 at 6 bar.
 | |
A typical servo-pneumatic drive system with cylinder diameter of 63 mm and a stroke of 150 mm, consumes approx. 0.85 Nm3/h at 6 bar supply pressure alone at standstill. However, only welding forces up to a maximum of 1,700 N can be achieved. In order to reach welding forces up to approx. 2,400 N, it is necessary to fog such systems with a supply pressure greater than 8 bar, whereby the air consumption increases to 1.5 to 1.6 Nm3/h during standstill.
In the ultrasonic welding process, the air consumption then results from the driving movement, the welding stroke and the desired welding forces.
In an exemplary welding process with 140 mm welding stroke with the process parameters of 750 N trigger force as well as 1,500 N welding and holding force and the associated time parameters 0.5 sec. Welding time and 1 sec. Holding time results in an air consumption of approx. 0.0071 Nm3 at 8 bar supply pressure per welding cycle.
If these values are taken and applied to a production environment in which 15 parts per minute are welded at a manual workstation and 7 hours per day are produced, the air consumption is approximately 45 Nm3. In an automated production environment that produces 30 cycles per minute in 3-shift operation, the air consumption is 310 Nm3 per day.
If an average cost factor of 2 cents per Nm3 compressed air is assumed for 5 working days over 50 weeks, compressed air costs of 225 euros for the manual workstation and 1,550 euros for the automated production plant will be incurred.
These costs are incurred solely for the movement of the pneumatic drive and the provision of the necessary welding forces. The electrical energy for control, visualization and safety technology as well as for ultrasonic generation is not the subject of consideration here.
Modern ultrasonic welding machines with electric drives require only approx. 0.000173 kWh for comparable ultrasonic welding processes (standstill, movement, power build-up).
Based on the current average industrial electricity price for the year 2020 at 19 cents per kWh (Statista GmbH, 2020), the energy costs for a manual workstation amount to 52 euros for a manual workstation and 355 euros for a high-clock automated production plant result for an exemplary welding process.
Every four years, companies must carry out an energy audit using qualified and accredited energy auditors.
A study by the consulting firm PwC shows that among medium-sized companies in all industries, the cost of energy in efficient production equipment could be reduced by 20 percent or more through investments. High energy efficiency of products and processes will become a key delimitation factor compared to competition in the coming years. (WEIMER MEDIA GmbH, 2021)
In addition, based on energy-saving measures, it is also possible to obtain funding to support companies in their investments.
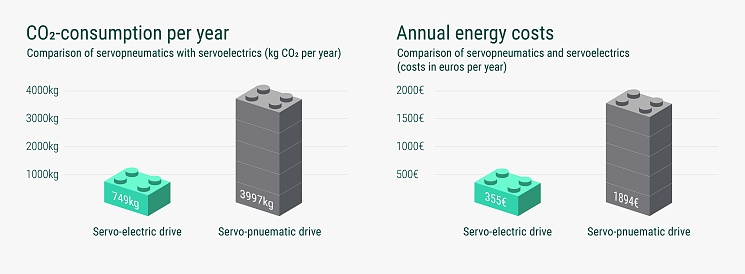 | |
| Servo-electric drive saves 4/5 of the energy costs compared to the pneumatic drive – the servo-electric drive can reduce 80% of the CO2 output |
In addition to the extended options for the design of high-precision ultrasonic welding processes, electrically driven systems offer a significant savings potential in terms of the energy required for driving movements and power build-up, thus making a valuable contribution to reducing the CO2 footprint in production. Finally, new production environments can do without investment in infrastructure for the generation, storage and management of compressed air.
The monetary savings potential of servo-electric ultrasonic welding machines compared to pneumatic or servo-pneumatic ultrasonic welding machines is thus approx. 80%.
The ecological potential: increasing climate neutrality and reducing raw material consumption by reducing CO2 emissions by 80%.
- autor:
- MS Ultrasonic Technology Group
-

MS Ultrasonic Technology Group
Ultrasonic welding of plastics, single-purpose equipment and tools, ultrasonic equipment, plastic welders.
- www.ms-ultrasonic.cz
- Karlstra�e 8 � 20, Spaichingen
You might also be interested
-

Euroimpex: New installation of the LINCE Depalletizer in Luna Plast a.s. company
At the beginning of the year, we were proud of the successful installation of our LINCE depalletiser from Main Tech at Luna Plast a.s. as part of their new and unique extrusion line project in Central...
-

JACOB-SYSTEMS: Efficient piping systems for recycling and plastics production
- 22.05.2024
- Machinery & Equipment
- Automotive
We are pleased to announce that JACOB-SYSTEMS has become the official representative of HS Unformtechnik piping systems for the Czech Republic, Slovakia, Croatia, Slovenia, Romania, Bulgaria, Serbia, Bosnia and Herzegovina, Montenegro, Albania, Lithuania, Latvia and...
-

A.M. spol: Supplier of peripherals for plastics production for over 30 years
- 17.05.2024
- Machinery & Equipment
- Peripherals
We have been applying our expertise and experience for more than 30 years in the planning and distribution of individual solutions for plastics companies, specialising in the supply of peripheral equipment for injection moulding, blow moulding and extrusion...
-

FANUC: Robotic Opportunities Fair 2024
- 06.05.2024
- Machinery & Equipment
- Robotics
- Exhibitions
In 2022, FANUC Czech established a tradition of its own event in the form of a trade fair when it organized an event aptly named Robotic Opportunities Fair last May. The event featured not only FANUC as the host company, but also 20 of its partners in the form of lectures and exhibitions with...

-

Arburg: Golden Electric's new Allrounder 720 E is the answer to the growing demand for an economical and efficient machine
At Arburg, we are proud to introduce our latest innovation - the Allrounder 720 E Golden Electric. This model extends our popular range of electric injection moulding machines upwards and offers a whole new dimension of precision and efficiency in plastic injection...
-

Sales of injection molding machines in the Czech Republic and Slovakia in 2023
Since 2011, the PlasticPortal.eu� editors have been conducting an annual survey of the sale of injection molding machines in the Czech and Slovak...
-

Freudenberg Sealing Technologies develops an extremely temperature-resistant thermoplastic for electric vehicles.
- 30.04.2024
- Machinery & Equipment
- Automotive
Freudenberg introduces a new class of thermoplastic materials that can withstand a 1,200�C flame for more than 25 minutes. The thermoplastic is suitable as a flame barrier for parts of the cooling system in the lithium-ion battery of an electric...

-

Chinese crushers from Profing Pie�t'any - innovative possibilities of plastic shredding on the Slovak and Czech market
- 29.04.2024
- Machinery & Equipment
- Recycling technologies
In the field of secondary raw materials processing and recycling, Profing Pie��any is characterized by a wide range of crushers and accessories tailored to specific customer needs. With our rich experience and flexible approach, we are able to provide efficient solutions for various industries and...
-

Nordson EFD Releases New 3-Axis Automated Fluid Dispensing Systems
- 26.04.2024
- Machinery & Equipment
- Dosing equipment
- Robotics
Nordson EFD, a Nordson company (NASDAQ: NDSN) and leading precision fluid dispensing systems manufacturer is proud to announce the new GVPlus and PROX families of automated fluid dispensing products. Both robotic solutions share a focus on motion, workspace, repeatability, payload, setup, and...
-

Discover an efficient solution for high-capacity food packaging with PENTA - servis s.r.o.
- 24.04.2024
- Machinery & Equipment
- Packaging
In today's fast-paced society, where people are constantly looking for ways to save time while enjoying quality food, ready meals and boxed food are becoming increasingly popular. This trend requires the food industry to adapt to the growing demand and increase its production capacity to meet the...


Branch Dictionary
