
- Úvod
- Odborné články
- Metoda vstřikování na technickou viskózní křivku - Scientific Molding Method
Metoda vstřikování na technickou viskózní křivku - Scientific Molding Method
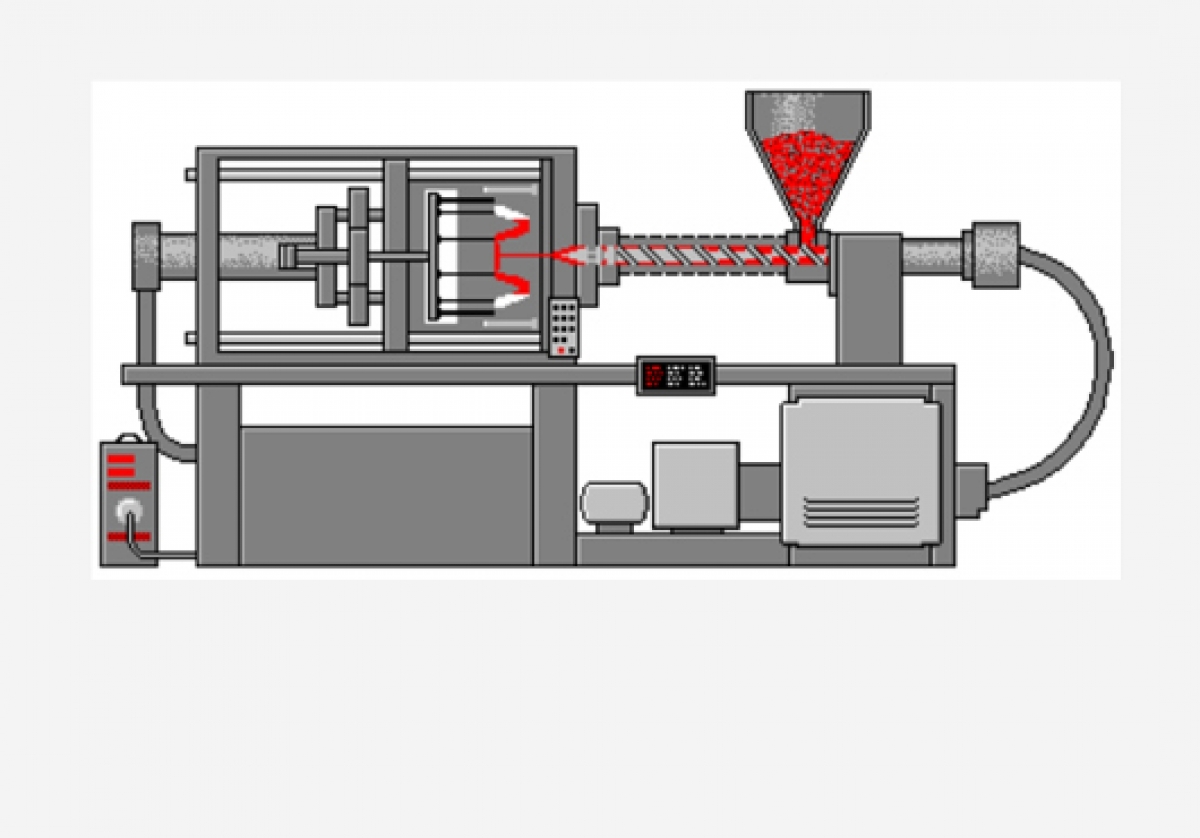
Metoda vstřikování na technickou viskózní křivku vyvinul John Bozzelli, bývalý zaměstnanec firmy DOW v Detroitu. Jedná se o praktické využití znalostí viskózního chování plastového materiálu a tato metoda je dostupná pro kohokoliv, kdo má vstřikovací stroj a formu. Viskozita je jak známo odpor materiálu proti tečení. Z této definice vyplývá, že čím vyšší viskozita, tím vyšší odpor proti tečení. Na druhou stranu čím je viskozita materiálu nižší, tím lépe je dutina plněna. Na rozdíl od standardních reometrů a běžně měřených MFI, nebo MFR indexů, se tato metoda pohybuje v reálných oblastech vstřikovacích rychlostí, a proto je její využitelnost v praxi zcela unikátní.
Pro identifikaci ekonomicky a ekologicky nejlepší vstřikovací rychlosti s nejmenším odporem materiálu se používá jednoduchá série testů, která perfektně identifikuje materiál a navrhuje optimální vstřikovací rychlosti. Proč je důležité hovořit o optimálních vstřikovacích rychlostech? Při prvním pohledu na základní definici viskozity by se mohlo zdát, že čím vyšší vstřikovací rychlost se využije, tím se dosáhne nižší viskozity a bude docházet k lepšímu plnění dutiny.
V praxi bylo ovšem dokázáno, že dosahovaná technická viskozita se v určitém bodě podstatě přestává snižovat (limitně se blíží k nule) a její navyšování je vykoupeno vysokou energetickou náročností procesu (tedy jeho neekonomičností). Tato ekonomická náročnost je daná ne příliš známou vlastností chování plastového materiálu, kdy při překročení optimálního bodu na technické viskózní křivce dochází k razantnímu navyšování vstřikovacího tlaku.
Cílem metody vstřikování na technickou viskózní křivku, je tedy nalezení ekonomicky nejvýhodnějšího bodu, který zaručí nejnižší náklady na výrobu plastového dílu. Díky identifikaci ekonomicky nejlepších vstřikovacích rychlostí pak lisovna dostává další výrazné technologické benefity. Například je možné automaticky přepočítat definované podmínky při přesunu ze stroje na stroj při dodržení konstantních podmínek výroby, a to bez ohledu na technické specifikace jiného stroje. Navíc je chování finálních výstřiků unifikované. Tedy výstřiky jsou jeden jako druhý, se shodnými vlastnostmi.
Součástí „Scientific molding“ je také kontrola formy z hlediska tlakových ztrát materiálu, a to jak ve studených kanálech, tak i v systému vyhřívaných vtoků. Samozřejmostí je také kombinace obou variant. Díky jednoduché identifikaci tlakových ztrát na studených kanálech, má lisovna jistotu, že se studené plnící kanály pohybují v optimálních hodnotách. Tedy že studené kanály (sprue) nejsou ani moc velké, ani moc malé.
Pro ekonomicky a technicky korektní nastavení vstřikovacího procesu je vhodné identifikovat časovou hodnotu zamrzání vtoku a tento čas optimalizovat z hlediska kvality vstřikovaného dílu. Nedílnou součástí celé metody vstřikování na technickou viskózní křivku pak je velmi podstatná část nalezení hodnoty „Delta P“ – tedy výšku ochranného tlaku. Pomocí několika jednoduchých kroků, dostane seřizovač informaci o optimální hodnotě nastavení ochranného tlaku při vstřikování tak, aby byla forma co možná nejvíce chráněna (co nejnižší rozdíl tlaků), ale zároveň tak, aby nastavení pokrylo přesnost řízení vstřikovacího tlaku daného stroje. Tedy nastavení parametrů ochrany formy tak, aby se zamezilo falešným poplachům.
 |
Jak je vidět, technická viskózní křivka se dělí na tří části.
A – i malá změna parametrů vyvolá velkou změnu chování materiálu
B – křivka se začíná narovnávat a blíží se optimální hodnotě vstřikovací rychlosti pro daný materiál a danou formu.
C – křivka se srovnala a začíná se limitně blížit nule. I relativně velká změna parametrů nemá velký vliv na chování materiálu.
Tato problematika se bude podrobněji přebírat na letošní konferenci FORMY BRNO 2017 »
- autor:
- JAN SVOBODA s.r.o.
-

JAN SVOBODA s.r.o.
Komplexní dodávky polotovarů pro formy na plasty, nástroje na lisování plastů a lehkých kovů, obráběcí nástroje, temperační zařízení, regulátory teploty.
- www.jansvoboda.cz
- Březinova 25, Brno
Mohlo by vás také zajímat
-

Radiačně zesítěné plasty místo kovu
Levná a jednoduchá výroba robustních komponentů. Vysokoenergetické záření může zlepšit mechanické, tepelné, chemické a tribologické vlastnosti plastů do té míry, že mohou v některých aplikacích nahradit...
-

Případové studie funkčních dílů pro 3D tisk od společnosti Stepanek3D
- 13.12.2023
- Zpracování plastů
- 3D technologie
Společnost Stepanek3D, zabývající se různými činnostmi v oblasti 3D tisku, vytvořila případové studie pro funkční díly v této oblasti. Současný 3D tisk umožňuje v mnoha případech vyrábět finální funkční díly v dostatečné přesnosti s dostatečnými mechanickými...
-

Radiačně zesítěné plasty mají ohromný potenciál pro elektromobily
Společnost BGS Beta-Gamma-Service GmbH & Co. KG. poskytuje komplexní služby v oblasti průmyslového ozařování a optimalizace plastových výrobků. Na otázky o radiačním síťování plastů v automobilovém průmyslu odpověděl Ing. Michal Daněk, Ph.D., který je specialistou v této...
-

PLASTIKA digitalizuje výrobu a při kontrole využívá umělou inteligenci
Kroměřížská firma Plastika, která vyrábí díly pro automobilový průmysl, sází na moderní technologie. Nasazuje systém, kde výroba probíhá přes terminál. A s kontrolou, která hlídá, zda jde všechno tak, jak má, pomáhá v dnešní době populární umělá...
-

Tyranie indexu toku taveniny
- 06.09.2023
- Zpracování plastů
- Akce
- Recyklované plasty
Plastikářský průmysl bude v následujících letech 2025 až 2030 čelit významným výzvám. Evropský pakt pro plasty se zavazuje dosáhnout průměrného podílu recyklovaných plastů v hotových plastových výrobcích a obalech na úrovni 25 - 30...
-

BGS a Biopolymery – nové možnosti použití v elektronice a elektrotechnice s využitím radiačního síťování
Výrobky v elektrotechnickém a elektronickém průmyslu (EaE) musí splňovat vysoké požadavky na nehořlavost a často náročné tepelné požadavky. Biolymery, které jsou dostupné na trhu, tyto požadavky...
-

BGS: Elektronový „booster“ plastů pro elektromobily
Elektromobilita klade vysoké nároky na používané materiály. Proto se automobilky a dodavatelé musí uchýlit k drahým, vysoce výkonným plastům. Pro mnohé aplikace jsou cenově výhodnými alternativami plasty, jejichž vlastnosti se výrazně zlepší úpravou vysokoenergetickým elektronovým...

-

BGS Irradiation Service Days: Virtuální veletrh na téma radiačního síťování plastů pro e-mobilitu, strojírenství, kabelový a elektrotechnický průmysl
- 16.09.2022
- Zpracování plastů
- Akce
- Radiační technologie
Společnost BGS Beta-Gamma-Service, specializovaný poskytovatel služeb v oblasti radiačního síťování plastů a radiační sterilizace plastů, vás již podruhé zve na virtuální veletrh BGS Irradiation Service Days –...
-

Společnost Röchling Industrial v Česku přesouvá svou pobočku do Tábora
- 19.08.2022
- Zpracování plastů
- Plastové polotovary
Mezinárodní zpracovatel plastů, společnost Röchling Industrial, přesouvá svou pobočku v České republice z Plané nad Lužnicí do Tábora. Přesun do města vzdáleného asi 10 kilometrů na sever je nutný, aby bylo možné splnit ambiciózní cíle růstu na trzích střední a východní Evropy, pokud jde o...
-

BGS Irradiation Service Days 2022: Druhý virtuální veletrh trendů a témat v oblasti radiační sterilizace a radiačního síťování
- 05.08.2022
- Zpracování plastů
- Akce
- Radiační technologie
Společnost BGS Beta-Gamma-Service již podruhé za sebou zve na Irradiation Service Days – ISD. Ve dnech 28. a 29. září budou odborníci diskutovat o trendech a aktuálních tématech týkajících se použití elektronového (beta) a gama záření pro sterilizaci zdravotnických prostředků a výrobků...

Plastikářský slovník
