Tempering injection molds - an important prerequisite for the production of thermoplastic moldings, Part 3
(Continued) The mold temperature and its implementation.
Vst�ikovací forma
Vst�ikovací forma pro zpracování termoplast� je v podstat� vým�ník tepla s uzav�eným rovnová�ným termodynamickým obvodem, do kterého je teplo p�ivád�no v objemu-dávce vst�ikované taveniny a odvád�no zejména p�es tempera�ní systém formy, ve vyhozeném výst�iku a tepelnými ztrátami-vedením, proud�ním a sáláním do okolí.
Odvod tepla, realizovaný tempera�ním okruhem formy, by m�l být co nejefektivn�jší a tempera�ní systém by tedy m�l být rozd�len na podokruhy. Krom� efektivity v odvodu tepla z formy-udr�ení teploty formy na po�adované pracovní teplot�-má rozd�lení tempera�ního systému formy na jednotlivé okruhy podstatný význam i z pohledu jakosti výst�ik�-mo�nost lokálního ovlivn�ní teploty formy s ohledem na po�adovaná kvalitativní kritéria výst�iku.
Pro ur�ování po�tu tempera�ních podokruh� a jejich konstruk�ního za�len�ní do vst�ikovací formy platí dv� základní zásady:
1. Rozmíst�ní okruh� musí být zvoleno tak, aby docházelo k �asov� rovnom�rnému chlazení všech tvarových partií výst�iku sou�asn�
Z uvedeného konstatování vyplývá, �e st�ny výst�iku s v�tší tlouš�kou by m�ly chladnout se stejným teplotním gradientem, nebo-li stejn� rychle, jako st�ny s menší tlouš�kou. P�i nedodr�ení této zásady, dojde vlivem rozdílného gradientu chlazení-odvodu tepla-z konkrétních míst výst�iku k anizotropii jeho vlastností, zejména k rozdílnému lokálnímu smršt�ní a tím k deformacím, v�etn� zvýšení obsahu vnit�ního pnutí ve výst�iku.
Pro názornost-vst�ikování HDPE, tlouš�ka st�ny výst�iku 1, 6 mm, z výpo�tu vychází, �e jednotkou plochy je nutno odvést 19, 5 cal/cm2, jiné místo výst�iku má tlouš�ku st�ny 4, 5 mm, co� znamená, pro zachování stejné teploty st�ny formy, ji� odvést 42, 5 cal/cm2.
Ze zásady �íslo 1 se odvíjí i ur�ení závislost vzdálenosti povrchu tvarové dutiny formy a osy tempera�ního kanálu A a vzdálenost os tempera�ních kanál� mezi sebou B. Pro uvedené vzdálenosti A a B platí vztah vyjád�ený rovnicí p�ímky A=C1 + C2.B. Rovnice v praxi p�edstavuje nep�ímou úm�ru mezi vzdálenostmi A a B, tj. pro homogenní temperaci platí, �e je-li vzdálenost A mezi povrchem formy a osou kanálu velká, musí být vzdálenost os kanál� malá a naopak. P�i dodr�ení zásad této nep�ímé úm�ry by na povrchu výst�ik� nem�ly vznikat místa bez temperace- špatného odvodu tepla.
2. P�i návrhu tempera�ních okruh� formy, jejich propojování, ur�ování po�adí propojení musí platit, �e vstup tempera�ního média je nutno v�dy sm��ovat do míst s nejv�tším nahromad�ním tepla.
V praxi, p�i konstrukci formy, to znamená, �e chladící voda má být nejd�íve p�ivedena ke vstupu taveniny do tvarové dutiny formy, tj. k ústím vtoku a to jak studeného vtokového rozvodu, tak i k ústí horkých trysek, kde pot�ebujeme teplotu nejvíce regulovat a kde je tavenina nejteplejší a kde jsou i tvarové �ásti formy s nejvyšší teplotou, která ve v�tší vzdálenosti od ústí vtoku klesá a nejni�ší je na konci tokových drah v tvarové dutin� formy.
Jinými slovy vyjád�eno-jak chladne v dutin� formy tavenina, tak by m�la stoupat teplota chladícího média v chladícím okruhu formy.
P�i nedodr�ení této druhé zásady op�t dojde ke stejným problém�m jako u bodu 1.
Jednou z nej�ast�jších chyb p�i konstrukci tempera�ních okruh� z pohledu uvedených zásad je jejich malý po�et-konstrukté�i forem mají snahu vytvo�it co nejmén� chladících okruh�, dá to nejmén� p�emýšlení a je to i lacin�jší, ve vztahu k výrob� formy, ale nikoliv ve vztahu k výrob� výst�ik� s definovanou jakostí.
 |
K uvedené chyb� p�idají další, kterou je sériové propojení jednotlivých chladících okruh�. Pod pojmem sériové propojení rozumíme takový zp�sob chlazení, kdy vstup chladícího média je do jednoho okruhu, z n�ho� médium pokra�uje do dalšího a� k výstupu z formy. Tím dochází k velkému oteplení chladícího média a tedy nutnosti pracovat s výkonn�jšími chladícími za�ízeními, k prodlu�ování doby cyklu-pomalejší odvod tepla ve výstupních oblastech sériov� zapojených chladících okruh� a zejména, z pohledu jakosti výst�ik�, k nerovnom�rnému odvodu tepla z nich, co� má za následek jejich nerovnom�rnou kvalitu.
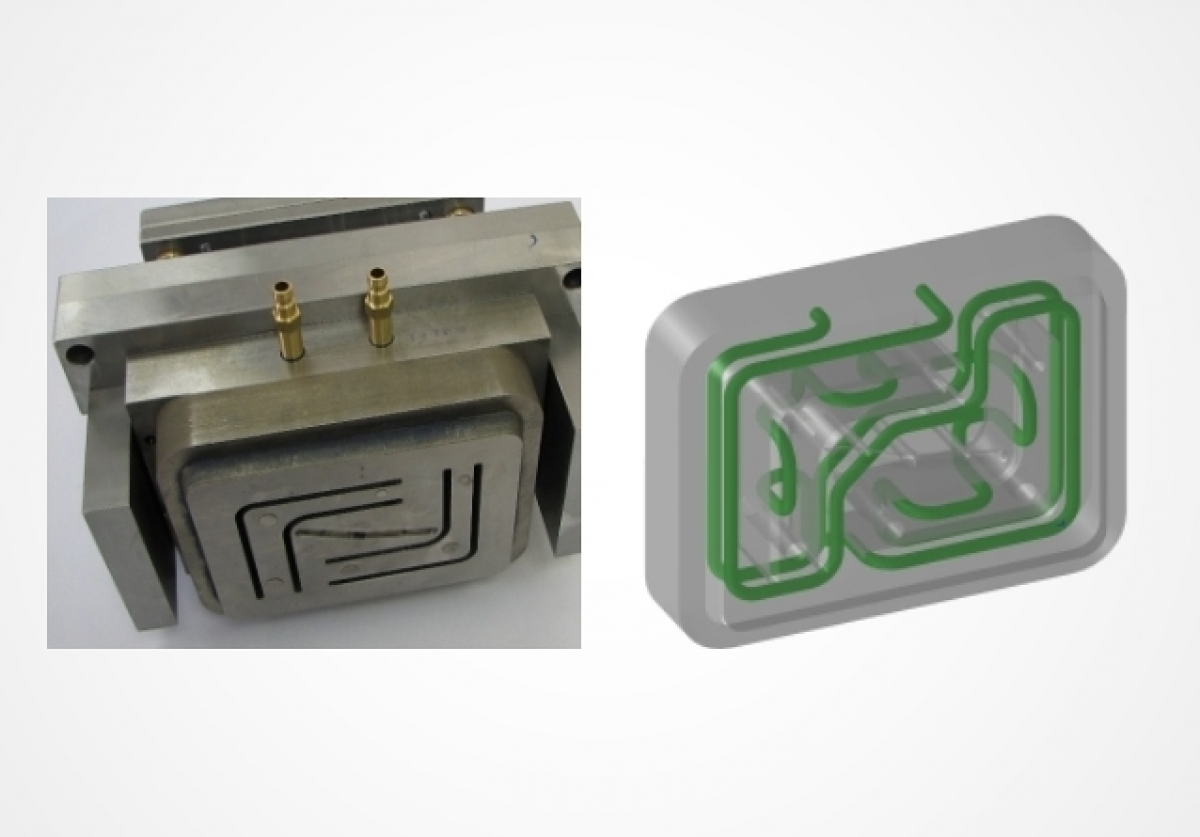
Odstran�ní uvedeného problému je mo�no provést pomocí paralelního zapojení okruh�, tedy tak, �e chladící voda vstupuje do jednotlivých okruh� ve stejný okam�ik a se stejnou teplotou, respektive je mo�no, v p�ípad� pot�eby okruhy napájet médiem o r�zné teplot�.
K tomu slou�í bu� správn� zkonstruovaný chladící systém ve form�-odd�lené kanály pro p�ívod a odvod chladícího média-nebo r�zn� vybavené - m��ení teploty, pr�toku vody, regula�ní prvky pro regulaci pr�toku ru�n� nebo ve zp�tné vazb�, atd. - rozvad��e, které op�t p�ivád�jí chladící vodu ke vstup�m jednotlivých chladících okruh� a z výstup� ji odvád�jí do vým�ník� tepla-chladících za�ízení s menším p�íkonem ne� je pot�ebný u sériového zapojení, proto�e rozdíl teplot na vstupu a výstupu je menší u samostatn� zapojených okruh� ne� u okruh� v sériovém zapojení.
Teplo v tavenin� p�ivedené do tvarové dutiny vst�ikovací formy se nejd�íve z jejího povrchu-st�ny- transportuje vedením na povrch tempera�ního kanálu. Tento transport neprobíhá ve stejnorodém prost�edí o konstantním sou�initeli tepelné vodivosti, ale z konstruk�ních d�vod� se tak d�je kondukcí- vedením- p�es r�zné konstruk�ní prvky formy, p�es díly o r�zných tlouš�kách a z r�zných materiál� o r�zné tepelné vodivosti - tvarové díly a vlo�ky forem jsou vyrobeny z tepeln� zpracovaných nástrojových ocelí, z r�zných slitin m�di-vysoce tepeln� vodivé materiály, rámy a desky forem z uhlíkových ocelí, atd.
Z povrchu chladících kanál� kam bylo teplo p�ivedeno vedením dochází k jeho p�enosu do chladícího média proud�ním a vedením.
O vedení tepla v r�znorodém prost�edí vypovídají informativn� vybrané hodnoty tepelné vodivosti /W.m -1.K -1/ pro r�zná prost�edí:
| -Plasty | -LDPE | 0, 33 a� 0, 36 |
| -HDPE | 0, 38 a� 0, 48 | |
| -PP | 0, 12 a� 0, 22 | |
| -PP 20T | 0, 41 | |
| -PS, ABS | 0, 14 a� 0, 17 | |
| -PMMA | 0, 19 | |
| -PA 6, PA 66 | 0, 21 | |
| -PA 66 SV30 | 0, 22 | |
| -POM | 0, 29 | |
| -PC | 0, 20 | |
| -PC/ABS | 0, 18 a� 0, 20 | |
| -PBT | 0, 25 | |
| -PPS | 0, 29 |
Z uvedených hodnot je z�ejmé, �e i mezi plasty jsou pom�rn� výrazné rozdíly ve schopnosti vést teplo-viz PP na jedné stran� ( vede špatn�) a nap�íklad HDPE nebo PPS na stran� druhé (oproti PP cca dvoj a� jedenap�l násobek vyšší schopnost vedení tepla);obdobn� je tomu i u kompozitních materiál� s termoplastickou matricí- talek vede teplo relativn� dob�e a SV jsou tepelný izolant.
Uvedená konstatování by m�la být brána v úvahu jak p�i konstrukci forem, tak i p�i ur�ování doby cyklu, respektive ceny výst�iku.
-Konstruk�ní materiály forem
- uhlíková ocel 50 p�i obsahu C od 0, 15 do 0, 35 %
- legovaná ocel 15 a� 52 podle obsahu legujících prvk�, nap�íklad W, Cr, Ni, atd.
- m�� 394
- hliník 222
- bronze 48 a� 84 podle slo�ení
- tepeln� vodivé slitiny 106 a� 360 v závislosti na slo�ení a pevnosti
-Kotelní kámen bohatý na
- k�emen 0, 093 a� 0, 1740
- vápník 0, 430 a� 0, 977
- sádru 1, 82 a� 2, 442
Z hodnot tepelné vodivosti pro kotelní kámen, který tvo�í izola�ní vrstvu na povrchu tempera�ních kanál� zejména p�i teplotách temperace nad 60 °C, kdy dochází k jeho vysrá�ení nejvíce je z�ejmá nutnost udr�ovat kanály �isté, aby bylo dosa�eno správné a p�edpokládané ú�innosti temperace.
-Tempera�ní médium
- voda 0, 552 a� 0, 666 v rozmezí 0 a� 200 °C
- etylenglykol 0, 304 a� 0, 259 v rozmezí 0 a� 60 °C
- transformátorový olej 0, 123 a� 0, 119 v rozmezí 40 a� 100 °C
-Vzduch 0, 024 a� 0, 045 v rozmezí 0 a� 300 °C
Izola�ních schopností vzduchu se v konstrukci forem vyu�ívá k izolaci rozvodných blok� horkých systém� v pevné �ásti forem.
Naopak a velmi nep�ízniv� se vzduch, respektive sm�s vzduchu a p�ípadných plynných zplodin, vzniklých p�i vst�ikování daného polymerního materiálu, projevuje tehdy, kdy� p�es systém odvzdušn�ní není z tvarové dutiny všechen odveden. Pokud nedojde k Diesel efektu-spálení materiálu v míst� uzav�ení vzduchu-m��e mezi st�nou tvarové dutina formy nebo jejího jádra vzniknout izola�ní mezera, kterou se v dotlakové fázi, nap�íklad v d�sledku malého pr��ezu ústí vtoku, které brzo zamrzne, nepoda�í vytla�it mimo tvar a díky �ádov� ni�ší tepelné vodivosti vzduchu oproti plast�m je zde místo odporu proti vedení tepla a mo�nost vzniku nerovnom�rného chlazení výst�iku a tedy n�které z vad, které nerovnom�rná teplota st�ny formy vyvolává, nap�. vada v lesku, špatn� vykopírovaný desén, atp.
- autor:
- Lubom�r ZEMAN, PLAST FORM SERVICE, s.r.o., foto: Innomia
You might also be interested
-

ALFA CHROM servis s.r.o.: Your Partner for repairs and modifications of moulds and machine parts
- 17.04.2024
- Plastics Moulds
- Maintenance of injection molds
In 1991 ALFA CHROM servis s.r.o. was established to provide excellent services in the field of electroplating. We started with hard chrome coatings on moulds and machine parts, but over time we found that our skills and technological knowledge could serve other...
-

Expansion of PANAS Tools s.r.o. portfolio with TRUTHREAD calibers
- 12.02.2024
- Plastics Moulds
- Maintenance of injection molds
PANAS Tools s.r.o. has started a new cooperation with the world-renowned caliper manufacturer TRUTHREAD, which, with its more than 40 years of experience on the market, offers the production and supply of the most extensive range of threaded and smooth...
-

News from the world of industrial chemistry from Spectra
- 18.12.2023
- Plastics Moulds
- Maintenance of injection molds
The offer of industrial chemistry from the Czech company Spectra has been expanded by several useful novelties, which we will present to you in this...
-

AS LASER WELDING � construction of blowing and injection molds with the help of Cimatron
- 04.08.2023
- Plastics Moulds
- CAD/CAM
- Interview
- Injection molds
We call ourselves a "partner of innovators" with an exaggeration, because we help companies with fast and efficient development, says Marek Musil, procurator of AS LASER WELDING s.r.o. Read the interview about the successful cooperation of AS LASER WELDING s.r.o. with technology-support s.r.o.,...


-

ALFA CHROM servis invests in the future: expanded production facilities and new Demag cranes
- 15.02.2023
- Plastics Moulds
- Maintenance of injection molds
"Demag cranes are our investment for the future," says Ale� Koutn�, CEO of ALFA CHROM servis. The company ALFA CHROM servis, which mainly deals with the repair of molds for the automotive industry, has doubled its production facilities over the past year and equipped them with a pair of new Demag...
-

Mikron MILL P900: The best solution for tool shops and manufacturers of precision parts
- 13.02.2023
- Plastics Moulds
- Toolmaker
- Injection molds
GF Machining Solutions is a leading supplier of machine tools and automation solutions. It focuses on mold makers, tool makers and precision parts suppliers. Therefore, it has included in its offer the Mikron MILL P 900 with a portal frame made of mineral concrete, which will provide you with a...
-

technology-support: Construction of moulds with the help of CAD/CAM Cimatron in the company Juraj Pittner
- 05.10.2022
- Plastics Moulds
- Interview
- Injection molds
Mr. Juraj Pittner has been in the world of injection molds for 20 years and has had his own design office since 2011. Before that, he worked for several years as a technologist and designer at the German company Meinecke Formenbau GmbH. For his work, he uses the Cimatron CAD/CAM solution, which is...
-

Advanced Hot runner solutions increase flexibility and sustainability in injection moulding
- 12.09.2022
- Plastics Moulds
- Hot runners
- Injection molds
At K-Show 2022, which will take place in D�sseldorf from 19 to 26 October, Oerlikon HRSflow will focus on an extensive range of hot runners tailored to small shot weights and the new Xp nozzle series for use in thin-wall injection...
-

Oerlikon HRSflow: Advanced human-machine interface makes control of hot runner system easier and more flexible
- 04.07.2022
- Plastics Moulds
- Hot runners
- Injection molds
Oerlikon HRSflow has thoroughly revised the software for the control unit of its FLEXflow hot runner systems. The updated Human Machine Interface (HMI) 4.0 now makes operation even more intuitive and convenient. Systems with different nozzle types can be integrated and several parameter sets can be...
-

Laser mold cleaning from Narran s.r.o.
Laser mold cleaning covers a wide range of applications, including molds, tire molds, baking molds, injection molds and more. In addition, the laser solution allows mold cleaning without the need to disassemble and move the...


Branch Dictionary