

Reduce deformation and defects of molded parts using Moldflow Part 1.
In the standard design of the design, the designer and designer's experience is mainly used. To what extent was the design of the spray and mold successful after the injection molding process and after the molding of the moldings. The same applies to the parameters of the injection process itself, which are mainly given by the technician's experience.
Cena vst�ikovaného dílu je z nejv�tší �ásti dána sumou t�chto cen: cenou vst�ikovací formy, cenou plastu, hmotností výst�iku v�etn� vtok� a délkou vst�ikovacího cyklu. Výše t�chto cen je zejména ovlivn�na ve fázi designu plastového dílce, konstrukcí vst�ikovací formy a technologické p�ípravy výroby, tj. nastavením technologických podmínek vst�ikovacího procesu.
Ve vývoji je fixováno a� 70% celkových náklad� na výrobu, p�i�em� vývojová fáze p�edstavuje pouhých 5% z celkových výrobních náklad�. To je rozhodn� d�vod, pro� v�novat vývojové fázi velkou pozornost. S �ástkou odpovídající 5% výrobních náklad� m��eme ušet�it desítky procent celkových výrobních náklad�. (Obr. 1) Ve sv�t� globálního tr�ního prost�edí jsou realiza�ní týmy, které �eší design dílu, návrh nástroj� a výrobní technologii od sebe vzdáleny tisíce kilometr� a n�kolik �asových pásem.
 | |
Obr. 1: R�st náklad� na uvedení výrobku na trh a vliv jednotlivých etap na r�st náklad� |
Vst�ikování polymer� je pru�ná výrobní metoda pro výrobu plastových díl�. Vst�ikování umo��uje v automatickém cyklu vyrobit komplexní geometrii dílu p�i nízké energetické spot�eb� a krátkém �asovém cyklu. Komplexností geometrie je myšlena nejenom výroba jednotlivých díl�, ale také sdru�ení n�kolika díl� do jednoho celku.
Tímto zp�sobem lze minimalizovat náklady na montá� a zárove� také minimalizovat vady vzniklé p�i montá�i. Vst�ikování polymer� zahrnuje celou �adu technologických variant, které umo��ují výrobu plastových díl� vst�ikovaných z n�kolika typ� polymer� o r�zných vlastnostech, kombinaci polymeru s kovovými díly nebo. Základní po�adavky na metodu vst�ikování polymer� jsou nulové dokon�ovací operace a automatický výrobní cyklus, p�ípadn� montá� s maximálním vyu�itím automatizace a robotizace.
 | |
Obr. 2: Klí�ové týmy realizující vývoj a p�ípravu výroby plastového dílu |
Aby mohly být spln�ny tyto základní po�adavky, je nutno klást d�raz na tvarovou, rozm�rovou a mechanickou stabilitu vst�ikovaných díl�. Ta je dána v nejv�tší mí�e stavem reziduálních nap�tí. Reziduální nap�tí jsou zbytková mechanická nap�tí, generovaná v pr�b�hu vst�ikovacího cyklu v polymeru. Velikost a distribuce reziduálních nap�tí ve výst�iku závisí na typu pou�itého polymeru, podmínkách a stabilit� vst�ikovacího procesu a konstrukci vst�ikovací formy. Stav reziduálních nap�tí se m�ní v pr�b�hu �ivotnosti plastového dílu a m��e vést ke vzniku povrchových trhlin spolup�sobením vn�jších vliv� nebo také k destrukci vst�ikovaného dílu.
Predikce výše uvedených nap�tí je velmi d�le�itá p�i návrhu vst�ikovaného dílu, p�i konstrukci vst�ikovací formy a také p�i nastavení technologických parametr� p�i vst�ikování. Historicky nejstarší a nejvíce pou�ívaný je simula�ní software Moldflow, dnes je v portfoliu Autodesk, který doká�e modelovat vst�ikovací proces a vyhodnotit reziduální nap�tí. Matematicko-fyzikální modely, se kterými tento software pracuje, však není schopen d�sledn� popsat všechny nehomogenity (Obr. 3), které zap�í�i�ují vznik reziduálních nap�tí, zvlášt� pak v tvarových detailech vst�ikovaných díl�.
M��ení reziduálních nap�tí na reálném výst�iku je mo�né pomocí nep�ímých metod, které lze pou�ít v závislosti na tvaru dílu a pou�itém typu polymeru. Obecn� však je ur�ení reziduálních nap�tí, resp. p�í�in jejich vzniku hlavn� otázkou empirických zkušeností.
 | |
Obr. 3: Teplotní a smykové namáhání taveniny ve šneku m��e narušovat vlastnosti plastu a dílu |
P�í�iny vzniku reziduálních nap�tí
Jak u� bylo �e�eno, vst�ikování je komplexní technologický proces, na jeho� pr�b�hu a parametrech závisí vznik reziduálních nap�tí. Polymerní tavenina je vst�íknuta do uzav�ené dutiny vst�ikovací formy, která má negativní tvar výst�iku. V dutin� je tavenina ochlazena a p�ejde do tuhého stavu. Po ochlazení se forma otev�e a výst�ik je vyhozen z dutiny formy.
Vst�ikovací cyklus
Vst�ikovací cyklus je rozd�len na sedm fází, které se �áste�n� p�ekrývají. Vznik reziduálních nap�tí ovliv�ují pouze n�které z nich. Jsou to pln�ní dutiny formy, dotlak, chlazení a �áste�n� také vyhození výst�iku z dutiny formy. (Obr. 4)
 | |
Obr. 4: Pr�b�h tlaku na vstupu do formy pro jednotlivé �ásti vst�ikovacího cyklu |
Pln�ní dutiny formy
Ve chvíli, kdy tavenina za�íná plnit dutinu formy, se za�íná také ochlazovat na st�n� dutiny. Za �elem toku taveniny podél p�í�ného �ezu dutinou vznikají dva odlišné regiony. Jeden na st�n� dutiny tvo�ený zamrzlou vrstvou, kde polymer nem��e dále téct. Uvnit� této vrstvy je horké jádro tekutého polymeru. V blízkosti ztuhlé vrstvy polymeru vzniká vysoký rychlostní gradient nebo také vysoká smyková rychlost. Na rozhraní obou vrstev má polymerní tavenina vysokou smykovou viskozitu, proto maximum smykové rychlosti nele�í p�ímo na hran� vrstvy. P�sobením vysoké smykové rychlosti se generuje také vysoké smykové nap�tí, které zp�sobuje maximální orientaci makromolekulárních �et�zc�, p�íp. plniva v blízkosti st�n dutiny formy. (Obr. 5)
 | |
Obr. 5: Orientace makromolekulárních �et�zc� a sklen�ných vláken. Krystalická struktura. Zm�na profilu rychlosti p�i zm�n�n� pr��ezu kanálu do vtokového ústí |
Zú�ení profilu toku taveniny vn�jší ztuhlou vrstvou zp�sobí, �e maximální rychlost v této oblasti je zna�n� vyšší ne� na �ele taveniny. Rychlostní maxima na �ele vedou ke vzniku toku taveniny, který je kolmý na st�nu dutiny formy. Tento fenomén se nazývá fontánový tok. Proto�e fontánovým tokem se �elo ochladí, vysoká smyková viskozita �ela taveniny zp�sobuje prota�ení v opa�ném sm�ru toku.
Toto prota�ení vysokoviskózní vrstvy na �ele toku stimuluje další orientaci �et�zc�. Stupe� orientace závisí p�edevším na teplot� taveniny a rychlosti �ela toku taveniny. Relaxace orientace probíhá rychleji p�i vyšší teplot� taveniny a siln�
orientovaná zamrzlá vrstva je menší p�i vyšší teplot� taveniny, proto�e teplota tuhnutí taveniny je dosa�ena blí�e st�ny dutiny. Rychlost �ela taveniny také siln� ovliv�uje orientaci. P�i vysoké rychlosti je orientace výrazn�jší a blí�e ke st�n� dutiny. Ostatní parametry jako teplota st�ny dutiny, velikost dotlaku mají jenom malý vliv na orientaci.
Plochý tvar rychlostních profil� v�tšiny polymerních tavenin (pseudoplastické tokové vlastnosti) zp�sobuje nejv�tší orientaci polymerních �et�zc� sm�rem k povrchu výst�iku, zatímco �et�zce v blízkosti st�edu dutiny mají náhodnou svinutou konfiguraci.
Makromolekulární �et�zce se orientují radiáln� kolem vtokového ústí, ve sm�ru toku taveniny. To zp�sobuje relativn� vysoké nap�tí v okolí vtoku, proto�e prota�ené �et�zce mají tendenci zaujmout p�vodní sbalenou konfiguraci. Orientace molekulárních �et�zc� vnáší do systému smyková nap�tí.
Dotlak
Nejd�le�it�jším aspektem dotlaku je dopln�ní taveniny do dutiny formy, aby se kompenzovaly efekty teplotního smršt�ní v pr�b�hu chlazení. Výsledkem je zabrán�ní tvorb� bublin a propadlin na výst�iku (Obr. 5,6) a minimalizace objemového smršt�ní a deformace. Fáze dotlaku za�íná v bod� p�epnutí a kon�í zamrznutím ústí vtoku.
 | |
Obr. 6: Vznik lunkru p�i vst�ikování konektoru. Zamrzne tavenina v okolí vtok. ústí, neefektivní p�sobení dotlaku. Snímek lunkr� z CT tomografu a predikce lukr� v Moldflow |
Bod p�epnutí znamená ve vst�ikovacím cyklu zm�nu �ízení plnících parametr�. P�i pln�ní dutiny formy je �ízena nejprve rychlost toku taveniny a po napln�ní dutiny se v bod� p�epnutí zm�ní na �ízení tlaku taveniny v dutin�.
Orientace makromolekul se dále vyvíjí v pr�b�hu dotlakové fáze vst�ikovacího procesu, kdy� tavenina plní dutinu formy, aby se kompenzovalo objemové smršt�ní. Orientace �et�zc� je r�zná pro amorfní a semikrystalické polymery. Vyšší teplotní smršt�ní semikrystalických polymer� umo��uje stla�ení v�tšího mno�ství polymeru v pr�b�hu dotlaku. Tento další tok zvyšuje stupe� orientace, zvlášt� ve st�edu pr��ezu st�ny výst�iku.
 | |
Obr. 7: Predikce propadlin na plastovém dílu |
Chlazení
Chlazení p�ekrývá ob� p�edchozí fáze cyklu, proto�e tavenina je ochlazována bezprost�edn� poté, co dosáhne dutiny formy. Výst�ik se ochlazuje také po vyhození z dutiny formy, kdy teplota vyhazování výst�iku je obvykle vyšší ne� teplota okolí.
P�i dotlaku i chlazení se výrazn� m�ní tlak a teplota v dutin� formy, co� má za následek také zm�ny objemu výst�iku. Zm�nu objemu nazýváme smršt�ní. Tyto zm�ny popisuje pVT diagram, co� je závislost m�rného objemu polymeru na teplot� a tlaku v dutin� formy.
 | |
Obr. 8: Zm�na sledovaného rozm�ru o 0,08mm, p�i zvýšení teploty st�ny formy o 10°C |
Jestli�e se smršt�ní vyskytuje v nevázaném a nedeformovaném polymeru, smrš�uje se polymer isotropn�. Smršt�ní samotné je zp�sobeno zm�nou stavu taveniny polymeru p�i vysokém tlaku a teplot�, které jsou uvnit� dutiny formy, na tuhou fázi p�i nízkém tlaku a teplot�.
 | |
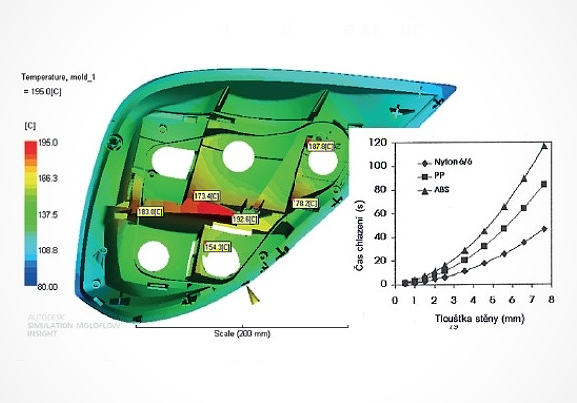
Obr. 9: Predikce teploty st�ny formy v Moldflow. �as chlazení závisí na tlouš�ce st�ny s t�etí mocninou a také na tepelné vodivosti plastu |
U semikrystalických polymer� tato zm�na zahrnuje také proces krystalizace. Smršt�ní je pak závislé na podílu krystalické fáze. �ím je podíl krystalické fáze v�tší, tím je také v�tší smršt�ní. Vznik krystalické fáze závisí také na teplot� formy a tlouš�ce st�ny dílu (Obr. 8, 7). S teplotou i tlouš�kou nar�stá podíl krystalické fáze a také smršt�ní. Rozdílné teploty st�ny formy vedou k rozdílným smršt�ním a také ke vzniku v�tších hodnot reziduálního nap�tí. Uvnit� dutiny formy brání její tvarové �ásti smršt�ní polymeru, pokud je ve viskoplastickém stavu. Proto�e rozm�ry vázané dutinou formy brání volumetrickým zm�nám, vznikají ve st�n� nap�tí, která se neprojeví, pokud je výst�ik chlazen v dutin� formy.
 | |
Obr. 10: Deformace dílu po vyhození z dutiny predikovaná v Moldflow |
Ve chvíli, kdy je výst�ik vyhozen z dutiny formy, vazby dutiny jsou odstran�ny a nap�tí generovaná ve výst�iku b�hem dotlaku a chlazení deformují tvar výst�iku. (Obr. 10)
Druhá �ást �lánku byla zve�ejn�na 2.5.2018
Tuto problematiku rozebíral Petr Halaška na seminá�i Formy a Plasty Brno 2017, po�ádaném firmou SVOBODA:
- autor:
- SMARTPLAST s.r.o.
-

SMARTPLAST s.r.o.
Analysis of plastic injection, technological design of plastic parts, simulation of plastic injection, Moldflow, engineering and design services, prototyping, optimization of the plastic injection process.
- www.smartplast.cz
- B. N�mcov� 351, Zl�n
You might also be interested
-

Expansion of PANAS Tools s.r.o. portfolio with TRUTHREAD calibers
- 12.02.2024
- Plastics Moulds
- Maintenance of injection molds
PANAS Tools s.r.o. has started a new cooperation with the world-renowned caliper manufacturer TRUTHREAD, which, with its more than 40 years of experience on the market, offers the production and supply of the most extensive range of threaded and smooth...
-

News from the world of industrial chemistry from Spectra
- 18.12.2023
- Plastics Moulds
- Maintenance of injection molds
The offer of industrial chemistry from the Czech company Spectra has been expanded by several useful novelties, which we will present to you in this...
-

AS LASER WELDING � construction of blowing and injection molds with the help of Cimatron
- 04.08.2023
- Plastics Moulds
- CAD/CAM
- Interview
- Injection molds
We call ourselves a "partner of innovators" with an exaggeration, because we help companies with fast and efficient development, says Marek Musil, procurator of AS LASER WELDING s.r.o. Read the interview about the successful cooperation of AS LASER WELDING s.r.o. with technology-support s.r.o.,...
-

ALFA CHROM servis invests in the future: expanded production facilities and new Demag cranes
- 15.02.2023
- Plastics Moulds
- Maintenance of injection molds
"Demag cranes are our investment for the future," says Ale� Koutn�, CEO of ALFA CHROM servis. The company ALFA CHROM servis, which mainly deals with the repair of molds for the automotive industry, has doubled its production facilities over the past year and equipped them with a pair of new Demag...


-

Mikron MILL P900: The best solution for tool shops and manufacturers of precision parts
- 13.02.2023
- Plastics Moulds
- Toolmaker
- Injection molds
GF Machining Solutions is a leading supplier of machine tools and automation solutions. It focuses on mold makers, tool makers and precision parts suppliers. Therefore, it has included in its offer the Mikron MILL P 900 with a portal frame made of mineral concrete, which will provide you with a...
-

technology-support: Construction of moulds with the help of CAD/CAM Cimatron in the company Juraj Pittner
- 05.10.2022
- Plastics Moulds
- Interview
- Injection molds
Mr. Juraj Pittner has been in the world of injection molds for 20 years and has had his own design office since 2011. Before that, he worked for several years as a technologist and designer at the German company Meinecke Formenbau GmbH. For his work, he uses the Cimatron CAD/CAM solution, which is...
-

Advanced Hot runner solutions increase flexibility and sustainability in injection moulding
- 12.09.2022
- Plastics Moulds
- Hot runners
- Injection molds
At K-Show 2022, which will take place in D�sseldorf from 19 to 26 October, Oerlikon HRSflow will focus on an extensive range of hot runners tailored to small shot weights and the new Xp nozzle series for use in thin-wall injection...


-

Oerlikon HRSflow: Advanced human-machine interface makes control of hot runner system easier and more flexible
- 04.07.2022
- Plastics Moulds
- Hot runners
- Injection molds
Oerlikon HRSflow has thoroughly revised the software for the control unit of its FLEXflow hot runner systems. The updated Human Machine Interface (HMI) 4.0 now makes operation even more intuitive and convenient. Systems with different nozzle types can be integrated and several parameter sets can be...
-

Laser mold cleaning from Narran s.r.o.
Laser mold cleaning covers a wide range of applications, including molds, tire molds, baking molds, injection molds and more. In addition, the laser solution allows mold cleaning without the need to disassemble and move the...
-

Wirthwein Medical opts for HASCO's new multicoupling system
- 17.05.2022
- Plastics Moulds
- Standardized parts
- Injection molds
Wirthwein Medical, a system supplier for medical technology based in the Odenwald region of Germany, has been using HASCO�s quality standard mould units for many years now. With the help of the new multicoupling system Z8094ff, the set-up times for the production of measuring vials has been...
Branch Dictionary
